उच्च परिशुद्धता वाले इंसर्ट मोल्डिंग समाधान और ओवरमोल्डिंग विशेषज्ञ

इंसर्ट मोल्डिंग: 1000 से अधिक मोल्ड सेट और 50 मिलियन पार्ट्स का निर्माण

इंसर्ट मोल्डिंग/ओवरमोल्डिंग के लिए उपयोग की जाने वाली सामग्री
-
• प्लास्टिक कच्चा माल :पीपीएस, पीपीए, पीबीटी, पीईटी, पीईआई, पीसी, पीओएम, नायलॉन पीए, पीए6, पीए66, पीए9टी, एलसीपी, डेरलिन, एक्रिलिक, आदि।
-
• विशेष सामग्री :तिरछी
सामग्री चयन के बारे में अधिक जानकारी के लिए, कृपया "इंसर्ट मोल्डिंग के लिए सामग्री चयन" देखें।
इंसर्ट के लिए उपयोग की जाने वाली सामग्री
-
• धातु सामग्री :पीतल, स्टेनलेस स्टील, एल्युमीनियम, स्टैम्पिंग पार्ट, मेटल मशीनिंग पिन, बुशिंग, मेटल कोटिंग, प्लेटिंग मटेरियल आदि।
-
• विशेष सामग्री :सिरेमिक, ग्लास, चिप, वेफर, केबल, पीसीबी (प्रिंटेड सर्किट बोर्ड), आदि।
अनुभाग पर जाएं
► इंसर्ट मोल्डिंग और ओवरमोल्डिंग डिज़ाइन दिशानिर्देश
► इंसर्ट मोल्डिंग और ओवरमोल्डिंग के लाभ और फायदे
► इंसर्ट मोल्डिंग और ओवरमोल्डिंग संबंधी विचार 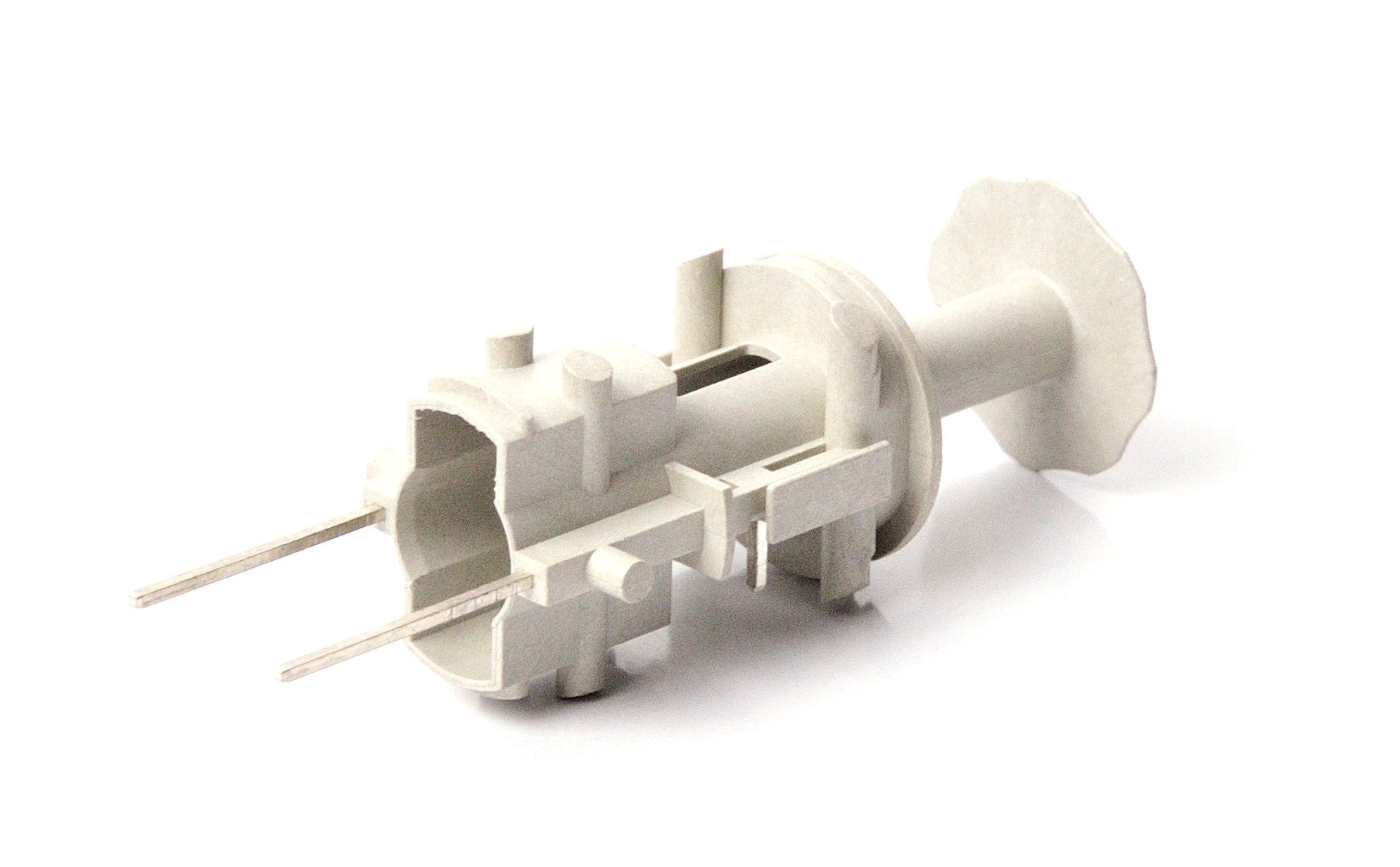
► इंसर्ट मोल्डिंग और ओवरमोल्डिंग मोल्ड डिजाइन का अवलोकन
► मिंग-ली द्वारा इंसर्ट मोल्डिंग पार्ट्स के निरीक्षण में एक्स-रे सीटी 3डी स्कैन का अनुप्रयोग
► अगली पीढ़ी के लिए इंसर्ट मोल्डिंग तकनीक का अनुप्रयोग
► ओवरमोल्डिंग कई लाभ प्रदान करती है।
► जटिल इंसर्ट मोल्डिंग पार्ट के लिए, पहले प्री-मोल्डिंग की जा सकती है और फिर ओवरमोल्डिंग की प्रक्रिया की जा सकती है।
► इंसर्ट मोल्डिंग प्रौद्योगिकी के प्रमुख तत्व
► इंसर्ट मोल्डिंग तकनीक के लिए नया विकास
► इंसर्ट मोल्डिंग प्रक्रिया का अवलोकन
► मिंग-ली की इंसर्ट मोल्डिंग क्षमताएं
► मिंग-ली प्रेसिजन इंसर्ट मोल्डिंग सॉल्यूशन के लिए केस स्टडी
इंसर्ट मोल्डिंग क्या है?
मिंग-ली को सभी प्रकार के इंसर्ट मोल्डिंग मोल्ड और प्लास्टिक इंजेक्शन पार्ट्स के उत्पादन में 40 वर्षों से अधिक का अनुभव है। हमारे इंसर्ट मोल्डिंग पार्ट्स विभिन्न अनुप्रयोगों के लिए डिज़ाइन और निर्मित किए जाते हैं। हमें आईसी इंसर्ट मोल्डिंग, केबल इंसर्ट मोल्डिंग और ग्लास इंसर्ट मोल्डिंग का भी अनुभव है। इंसर्ट मोल्डिंग एक प्लास्टिक इंजेक्शन मोल्डिंग प्रक्रिया है जिसमें एक थर्मोप्लास्टिक सामग्री को इंसर्ट पीस के चारों ओर ढाला जाता है, जिससे एक मजबूत, एकीकृत असेंबली बनती है। हमें मेटल इंसर्ट, कोटिंग, प्लेटिंग और मोल्डिंग का ज्ञान है, जिससे हम ग्राहकों की आवश्यकताओं को पूरा कर सकते हैं। इंसर्ट मोल्डिंग प्रक्रिया से संबंधित किसी भी समस्या के लिए, अधिक जानकारी के लिए हमसे संपर्क करने का स्वागत है।
ओवरमोल्डिंग क्या है?
इंसर्ट मोल्डिंग बनाम ओवरमोल्डिंग
| विशेषता | इंसर्ट मोल्डिंग | ओवरमोल्डिंग |
|---|---|---|
| प्रक्रिया परिभाषा | प्लास्टिक के हिस्से के भीतर एक पूर्वनिर्मित इंसर्ट को लगाना। | किसी मौजूदा हिस्से के ऊपर प्लास्टिक की परतें चढ़ाना। |
| सामग्री डालें | धातु, सिरेमिक, प्लास्टिक या अन्य सामग्री। | आम तौर पर प्लास्टिक के ऊपर प्लास्टिक होता है, लेकिन इसमें धातु भी शामिल हो सकती है। |
| आवेदन | ऐसे घटक जिन्हें इंसर्ट से मजबूती से जोड़ने की आवश्यकता होती है। | ऐसे हिस्से जिनमें अतिरिक्त परतों की आवश्यकता होती है या जिनमें कई सामग्रियों का उपयोग किया गया हो। |
| जटिलता | उच्च, सटीक रूप से लगाए गए इंसर्ट के कारण। | उच्च गुणवत्ता वाली इस प्रक्रिया में कई मोल्डिंग चरण शामिल होते हैं। |
| समय चक्र | यह लंबा है, इसलिए इसके अंदर डाले जाने वाले हिस्सों को सावधानीपूर्वक संभालना आवश्यक है। | कई चरणों वाली प्रक्रिया के कारण इसमें अधिक समय लगेगा। |
| लागत | सामग्री डालने और उसे संभालने के तरीके से प्रभावित होकर, यह स्तर उच्च होता है। | अतिरिक्त मोल्डिंग चरणों के कारण, कीमत अधिक होती है। |
| डिजाइन लचीलापन | ऊँचाई अधिक होने के कारण इसमें विभिन्न आकृतियों और प्रकारों के इंसर्ट लगाए जा सकते हैं। | ऊंचाई, रचनात्मक बहु-सामग्री डिजाइनों की अनुमति देती है। |
| ताकत | इंसर्ट और मोल्डेड प्लास्टिक के बीच उच्च, मजबूत बंधन। | यह परिवर्तनशील है, परतों के बीच बंधन की गुणवत्ता पर निर्भर करता है। |
| सामान्य उपयोग | विद्युतीय घटक, थ्रेडेड पुर्जे, औजार। | ग्रिप, हैंडल, बहु-सामग्री आवरण। |
| उपकरण संबंधी आवश्यकताएँ | यह जटिल है, इसमें इंसर्ट लगाने की सुविधा होनी चाहिए। | यह जटिल है और विभिन्न सामग्रियों के लिए कई सांचों की आवश्यकता होती है। |
| सामग्री अनुकूलता | इसमें विभिन्न प्रकार की इंसर्ट सामग्री का उपयोग किया जा सकता है। | सीमित मात्रा में, आमतौर पर समान या संगत सामग्री का उपयोग किया जाता है। |
- • इंसर्ट मोल्डिंग : प्लास्टिक के पुर्जों के भीतर घटकों को एकीकृत करने के लिए आदर्श, जो मजबूती और टिकाऊपन प्रदान करता है।
- • ओवरमोल्डिंग : किसी आधार घटक में एर्गोनोमिक विशेषताएं या अतिरिक्त परतें जोड़ने के लिए सर्वोत्तम।
दोनों प्रौद्योगिकियां प्लास्टिक के पुर्जों की कार्यक्षमता और सौंदर्य को बढ़ाती हैं, लेकिन उनमें से चुनाव विशिष्ट अनुप्रयोग आवश्यकताओं पर निर्भर करता है।

ओवरमोल्डिंग और इंसर्ट मोल्डिंग डिज़ाइन दिशानिर्देश
ओवरमोल्डिंग और इंसर्ट मोल्डिंग के लिए हमारे बुनियादी दिशानिर्देशों में महत्वपूर्ण डिजाइन संबंधी विचार शामिल हैं जो पुर्जों के निर्माण की क्षमता को बेहतर बनाने, सौंदर्यपूर्ण रूप को निखारने और समग्र उत्पादन समय को कम करने में मदद करते हैं। अधिक विस्तृत जानकारी के लिए हमारा डिज़ाइन दिशानिर्देश पृष्ठ देखें।

इंसर्ट मोल्डिंग और ओवरमोल्डिंग के लाभ और फायदे
मेटल इंसर्ट और बुशिंग का उपयोग आमतौर पर इंसर्ट इंजेक्शन मोल्डिंग प्रक्रिया द्वारा निर्मित प्लास्टिक पार्ट्स या थर्मोप्लास्टिक इलास्टोमर उत्पादों के यांत्रिक गुणों को सुदृढ़ करने के लिए किया जाता है। इंसर्ट मोल्डिंग कई लाभ प्रदान करती है जो आपकी कंपनी की प्रक्रियाओं को बेहतर बनाने से लेकर उसके मुनाफे तक में योगदान देती है। इंसर्ट इंजेक्शन मोल्डिंग के कुछ लाभों में शामिल हैं:
• मजबूती और संरचना में सुधार करें
• घटकों की विश्वसनीयता में सुधार करें
• पुर्जे का वजन और आकार कम करता है
• श्रम और असेंबली लागत कम करता है
• डिज़ाइन लचीलेपन को बढ़ाएं

इंसर्ट मोल्डिंग और ओवरमोल्डिंग संबंधी विचार
हमारे अनुभवी कर्मचारी इंसर्ट मोल्डिंग और ओवरमोल्डिंग प्रक्रिया में विशेषज्ञ हैं। वे इंसर्ट इंजेक्शन सामग्री लेकर उनसे प्लास्टिक इंजेक्शन इंसर्ट बनाने में सक्षम हैं। हालांकि, इंसर्ट मोल्डिंग प्रक्रिया के बारे में अंतिम निर्णय लेने से पहले कुछ बातों पर विचार करना आवश्यक है। इंसर्ट मोल्डिंग की लागत, जिसमें इंसर्ट और टूलिंग की लागत शामिल है, का आकलन करना आवश्यक है। इंसर्ट को भी इंजेक्शन मोल्डिंग प्रक्रिया को सहन करने में सक्षम होना चाहिए, क्योंकि कुछ दबाव और तापमान उन्हें नुकसान पहुंचा सकते हैं। अन्य बातों पर भी विचार करना चाहिए, जिनमें शामिल हैं:
- • मोल्डिंग प्रक्रिया के दौरान इंसर्ट को पकड़ने का साधन
- • मोल्ड किए गए हिस्से के भीतर अतिरिक्त पकड़ प्रदान करने वाले उभार या अंडरकट
- • यह समझना कि इंसर्ट इंजेक्शन मोल्डिंग प्रक्रिया के भीतर किन विशिष्ट घटकों और प्रौद्योगिकियों को एक ही घटक में संयोजित किया जाता है।
मोल्डिंग प्रक्रिया पैरामीटर डालें
| मापदण्ड नाम | इकाई | सीमा या मान | नोट्स |
|---|---|---|---|
| इंजेक्शन तापमान | डिग्री सेल्सियस | 180-343 | सामग्री पर निर्भर करता है |
| इंजेक्शन दबाव | एमपीए | 50-150 | मोल्ड डिजाइन पर निर्भर करता है |
| इंजेक्शन का समय | सेकंड | 2-10 | भाग के आकार पर निर्भर करता है |
| ठंड का समय | सेकंड | 10-60 | यह सामग्री और भाग की मोटाई पर निर्भर करता है। |
| शिकंजे का बल | के.एन. | 500-1500 | मोल्ड के आकार पर निर्भर करता है |
इंसर्ट मोल्डिंग सामग्री के गुणधर्म
| सामग्री का नाम | कठोरता | गलनांक | संकुचन दर | नोट्स |
|---|---|---|---|---|
| पेट | 75-85 | 105-115 डिग्री सेल्सियस | 0.4-0.7% | सामान्य प्रयोजन सामग्री |
| पीपी (पॉलीप्रोपाइलीन) | 85-95 | 130-170 डिग्री सेल्सियस | 1.0-2.5% | उत्कृष्ट रासायनिक प्रतिरोध |
| पीबीटी (पॉलीब्यूटिलीन टेरेफ्थालेट) | 90-95 | 140-170 डिग्री सेल्सियस | 1.5-2.5% | कठोरता, विलायक प्रतिरोध |
| पीसी (पॉलीकार्बोनेट) | 70-80 | 230-260 डिग्री सेल्सियस | 0.5-0.7% | उच्च प्रभाव शक्ति |
| पीए नायलॉन | 75-90 | 190-250 डिग्री सेल्सियस | 0.7-1.5% | उच्च घिसाव प्रतिरोध |
| तिरछी | 85-90 | 343° सेल्सियस | 1.2-1.5% | उच्च प्रदर्शन सामग्री |
| पीईआई (अल्टेम) | 78-83 | 217-222 डिग्री सेल्सियस | 0.5-0.7% | उच्च ताप प्रतिरोधकता |
| पीपीएस (पॉलीफेनिलीन सल्फाइड) | 80-100 | 200-240 डिग्री सेल्सियस | 0.6~1.4% | रासायनिक प्रतिरोध, ऊष्मीय स्थिरता, यांत्रिक शक्ति |

इंसर्ट मोल्डिंग के लिए इंसर्ट विनिर्देश
| नाम डालें | सामग्री | DIMENSIONS | वज़न | विनिर्माण विधि |
|---|---|---|---|---|
| पीतल का सम्मिलन | पीतल | विभिन्न | भिन्न | मशीनिंग |
| स्टेनलेस स्टील इंसर्ट | स्टेनलेस स्टील | विभिन्न | भिन्न | मशीनिंग |
| एल्युमिनियम इंसर्ट | अल्युमीनियम | विभिन्न | भिन्न | मशीनिंग |
| सिरेमिक सम्मिलित करें | चीनी मिट्टी | विभिन्न | भिन्न | प्रेसिंग और सिंटरिंग |
| ग्लास इंसर्ट | काँच | विभिन्न | भिन्न | ढलाई |
| धातु कोटिंग | विभिन्न धातुएँ | विभिन्न | भिन्न | चढ़ाना |
| चिप सम्मिलित करें | सिलिकॉन | विभिन्न | भिन्न | छलरचना |
| वेफर सम्मिलित करें | सिलिकॉन | विभिन्न | भिन्न | छलरचना |
| केबल सम्मिलित करें | तांबा और इन्सुलेशन | विभिन्न | भिन्न | एक्सट्रूज़न |
| पीसीबी सम्मिलित करें | मिश्रित सामग्री | विभिन्न | भिन्न | लेमिनेशन और एचिंग |
इंसर्ट मोल्डिंग उत्पादन प्रक्रिया
| प्रक्रिया चरण | विवरण | नोट्स |
|---|---|---|
| सामग्री की तैयारी | आवश्यक प्लास्टिक के दाने और इंसर्ट तैयार करें। | सुनिश्चित करें कि सामग्री सूखी हो |
| मोल्ड स्थापना | इंजेक्शन मोल्डिंग मशीन पर सांचा स्थापित करें | जांच लें कि मोल्ड साफ है या नहीं। |
| प्लेसमेंट डालें | इंसर्ट्स को मोल्ड में सही ढंग से रखें। | सुनिश्चित करें कि इंसर्ट सही स्थिति में हों। |
| अंतः क्षेपण ढलाई | इंजेक्शन मशीन चलती है और सांचे के अंदर प्लास्टिक भर देती है। | इंजेक्शन मापदंडों को नियंत्रित करें |
| शीतलन और निष्कासन | ठंडा होने के बाद, सांचे को खोलें और तैयार भाग को बाहर निकाल लें। | पुर्जे की गुणवत्ता की जांच करें |
| गुणवत्ता निरीक्षण | जांच लें कि पुर्जा आयामों, मजबूती आदि मानदंडों को पूरा करता है या नहीं। | आवश्यक गुणवत्ता परीक्षण करें |
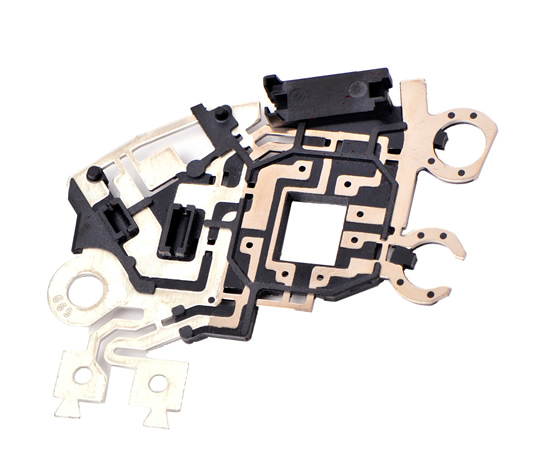
हमारे विशिष्ट इंसर्ट मोल्डेड घटक
कई उद्योग अपने घटक डिजाइन में इंसर्ट मोल्डिंग को शामिल करके लाभ उठा सकते हैं। मिंग-ली की सटीक इंसर्ट मोल्डिंग/ओवरमोल्डिंग सैन्य, ऑटोमोटिव, इन्वर्टर मॉड्यूल, कन्वर्टर, पावर कंट्रोल डिवाइस, इलेक्ट्रॉनिक्स, इलेक्ट्रिकल, मेडिकल, लाइफ साइंसेज, बैंकिंग उपकरण, एयरोस्पेस, समुद्री, फर्नीचर और भवन निर्माण घटकों सहित उद्योगों की एक विस्तृत श्रृंखला को कवर करती है।
निर्मित इंसर्ट मोल्डिंग/ओवरमोल्डिंग के प्रकारों में निम्नलिखित शामिल हैं:
- • विद्युत और इलेक्ट्रॉनिक पिन
- • विद्युत और इलेक्ट्रॉनिक संपर्क और कनेक्टर
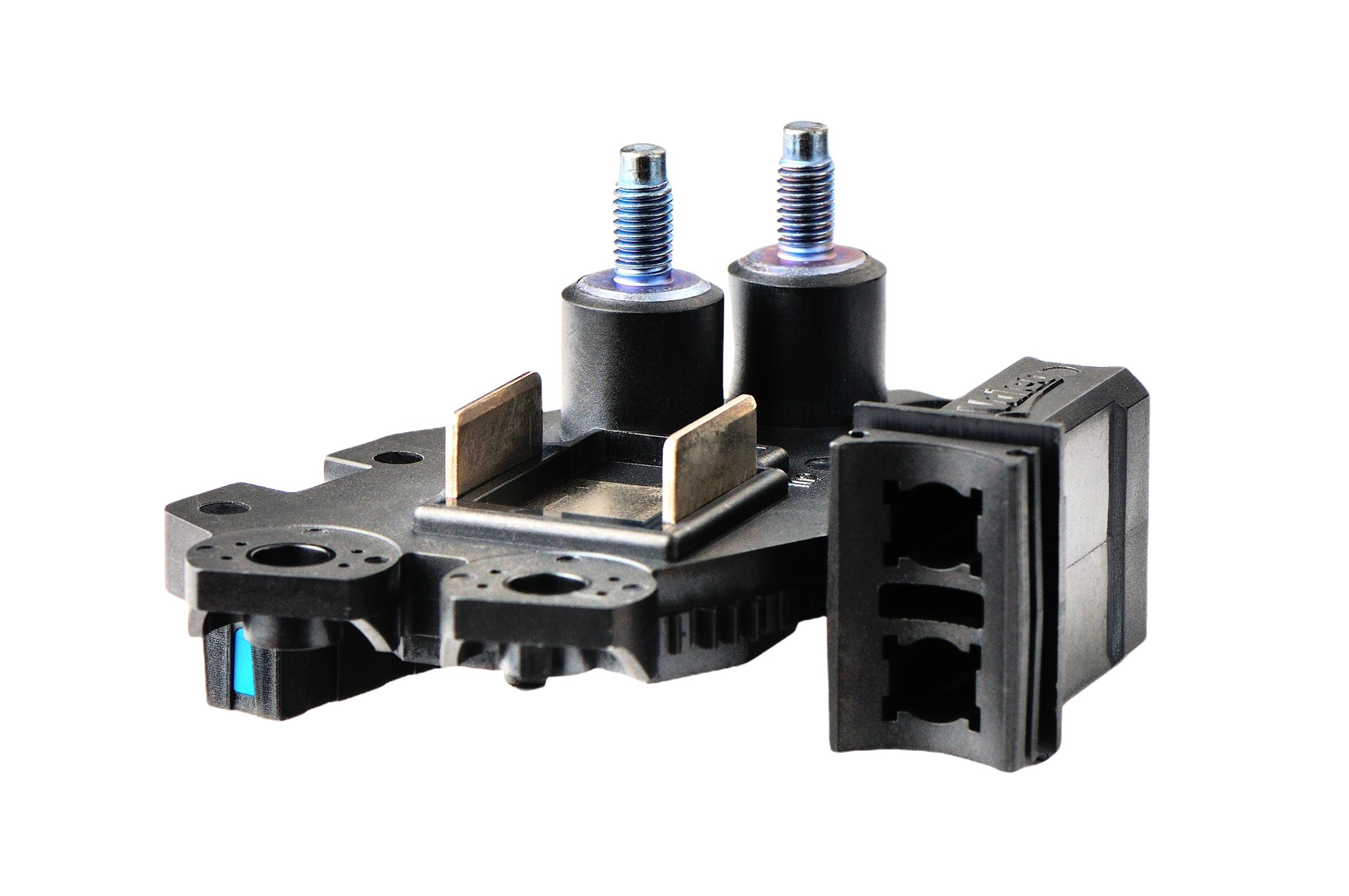
- • इन्वर्टर मॉड्यूल

- • कन्वर्टर्स
- • विद्युत नियंत्रण उपकरण
- • ऑटो भाग
- • स्विच
- • यांत्रिक संयोजन
- • जीवन विज्ञान सेंसर
- • ओवरमोल्डिंग मोटर रोटर स्टेटर लेमिनेशन स्टैक
- • सोलेनोइड वाल्व
- • चिकित्सा उपकरण
- • फास्टनर
- • गियर
इंसर्ट मोल्डिंग और ओवरमोल्डिंग मोल्ड डिजाइन का अवलोकन
हमारे बेसिक इंसर्ट मोल्डिंग और ओवरमोल्डिंग के लिए मोल्ड डिजाइन दिशानिर्देशों में महत्वपूर्ण मोल्ड डिजाइन संबंधी विचार शामिल हैं जो पार्ट निर्माण क्षमता को बेहतर बनाने, सौंदर्यपूर्ण रूप को बढ़ाने और समग्र उत्पादन समय को कम करने में मदद करते हैं।
इंसर्ट मोल्डिंग/ओवरमोल्डिंग एक जटिल प्रक्रिया है, खासकर इसमें शामिल अनेक कारकों और इंजेक्शन मोल्डिंग से बनी अनगिनत प्रतियों में गलतियों के दोहराए जाने की संभावना को देखते हुए। मिंग-ली द्वारा प्रदान की जाने वाली इंसर्ट मोल्डिंग/ओवरमोल्डिंग सेवाओं से पार्ट डिज़ाइन के प्रारंभिक चरण में परामर्श लिया जा सकता है, क्योंकि विभिन्न प्रक्रियाओं में हमारी विशेषज्ञता सफल पार्ट के निर्माण में बाधा उत्पन्न करने वाली कई समस्याओं से बचने में सहायक हो सकती है।
इंसर्ट मोल्डिंग/ओवरमोल्डिंग पार्ट्स के डिज़ाइन में कुछ सामान्य नियम लागू होते हैं: ओवरमोल्ड के किनारे पतले नहीं होने चाहिए, बल्कि अचानक और पूरी मोटाई में किसी स्टॉप या इंडेंटेशन में समाप्त होने चाहिए। ओवरमोल्ड की सतह की बनावट मोल्ड से पार्ट को आसानी से निकालने में मदद करती है। इससे पार्ट असलियत से ज़्यादा मुलायम लगता है और मोल्डिंग प्रक्रिया की खामियों को छुपाता है। पर्याप्त ड्राफ्ट एंगल भी मोल्ड से पार्ट को आसानी से निकालने में सहायक होते हैं। मोल्ड डिज़ाइनरों को गेट और वेंट डिज़ाइन पर विशेष ध्यान देना चाहिए।
इंसर्ट मोल्डिंग का उपयोग करते समय डिजाइनरों को कुछ अनूठी इंजीनियरिंग चुनौतियों का सामना करना पड़ सकता है। अतिरिक्त मजबूती और बहुमुखी प्रतिभा के लाभों को विनिर्माण के लिए अधिक सावधानीपूर्वक डिजाइन समीक्षा की आवश्यकता के साथ संतुलित करना आवश्यक है। विचार करने योग्य कुछ उपयोगी दिशानिर्देश यहां दिए गए हैं:
- सबसे बड़ी चिंता राल के सिकुड़ने की है। इससे फिटिंग के चारों ओर घेरा तनाव पैदा होता है, जिससे समय के साथ दरारें पड़ सकती हैं, खासकर यदि भाग यांत्रिक तनाव में हो। आप इसका निवारण इस प्रकार कर सकते हैं:
- • अपेक्षाकृत कम संकुचन दर वाली राल सामग्री का उपयोग करें।
- • फिलर्स से मजबूत किए गए रेजिन मटेरियल का उपयोग करें।
- • इंसर्ट को प्लास्टिक के एक बड़े क्षेत्र से घेरें।
- • उभारों और पसलियों की सहायता से इंसर्ट को सहारा दें।
- • मोल्डिंग से पहले इंसर्ट को पहले से गरम कर लें। इससे राल और इंसर्ट एक साथ ठंडे होकर सिकुड़ जाते हैं, जिससे सामग्रियों के बीच का तनाव कुछ हद तक कम हो जाता है।
- पहले से निर्मित ऐसे इंसर्ट का उपयोग करें जिनकी सतह खुरदरी हो ताकि वे अपनी जगह पर ठीक से बैठ जाएं।
- नुकीले कोनों से बचें और तनाव को कम करने के लिए गोल आकार का उपयोग करें।
- इंसर्ट्स को इस तरह डिजाइन करें कि वे थोड़े धंसे हुए हों। इससे टूल को नुकसान पहुंचने से बचाने में मदद मिलती है।

मिंग-ली द्वारा इंसर्ट मोल्डिंग पार्ट्स के निरीक्षण में एक्स-रे सीटी 3डी स्कैन का अनुप्रयोग
1. निरीक्षण के लिए एक्स-रे सीटी 3डी स्कैनिंग का परिचय
एक्स-रे कंप्यूटेड टोमोग्राफी (सीटी) 3डी स्कैनिंग एक उन्नत, गैर-विनाशकारी परीक्षण विधि है जिसका उपयोग इंसर्ट-मोल्डेड पार्ट्स की बाहरी और आंतरिक विशेषताओं का निरीक्षण करने के लिए किया जाता है। यह तकनीक विस्तृत 3डी छवियां बनाती है जो व्यापक निरीक्षण की अनुमति देती हैं, जिससे यह सुनिश्चित होता है कि पार्ट्स सख्त गुणवत्ता मानकों को पूरा करते हैं।
2. इंसर्ट मोल्डिंग निरीक्षण में एक्स-रे सीटी 3डी स्कैनिंग के प्रमुख अनुप्रयोग
-
• आंतरिक संरचना सत्यापन: एक्स-रे सीटी स्कैन निर्माताओं को मोल्ड किए गए प्लास्टिक के भीतर इंसर्ट की आंतरिक स्थिति का निरीक्षण करने की अनुमति देता है, बिना पार्ट को काटे। इससे यह सुनिश्चित होता है कि इंसर्ट सही स्थिति में हैं और पूरी तरह से एनकैप्सुलेटेड हैं, जिससे गलत संरेखण या अपूर्ण बॉन्डिंग जैसी समस्याओं से बचा जा सकता है।
-
• रिक्तियों और दोषों का पता लगाना: यह तकनीक इंसर्ट-मोल्डेड पार्ट की अखंडता और कार्यक्षमता को प्रभावित करने वाली रिक्तियों, दरारों या किसी भी अन्य आंतरिक दोषों का पता लगाने में अत्यंत प्रभावी है। ये दोष अक्सर पारंपरिक निरीक्षण विधियों से दिखाई नहीं देते हैं, इसलिए एक्स-रे सीटी स्कैन विशेष रूप से उपयोगी साबित होते हैं।
-
• आयामी सटीकता और सहनशीलता की जाँच: एक्स-रे सीटी 3डी स्कैनिंग, इंसर्ट-मोल्डेड पार्ट के भीतर जटिल ज्यामितियों का सटीक माप प्रदान करती है, जिससे यह सुनिश्चित होता है कि सभी आयाम निर्दिष्ट सहनशीलता के भीतर हैं। यह पार्ट की कार्यक्षमता और विश्वसनीयता बनाए रखने के लिए महत्वपूर्ण है, विशेष रूप से उन अनुप्रयोगों में जहाँ सटीकता सर्वोपरि है।
-
• सामग्री की अखंडता और बंधन: यह तकनीक इंसर्ट और आसपास के प्लास्टिक के बीच बंधन की गुणवत्ता का आकलन करने की भी अनुमति देती है। विभिन्न सामग्रियों के बीच इंटरफ़ेस का विश्लेषण करके, एक्स-रे सीटी स्कैन संभावित कमजोर बिंदुओं या अपूर्ण बंधन की पहचान कर सकते हैं जो पुर्जे की विफलता का कारण बन सकते हैं।
3. निरीक्षण के लिए एक्स-रे सीटी स्कैनिंग के उपयोग के लाभ
-
• गैर-विनाशकारी परीक्षण: पारंपरिक विधियों के विपरीत, जिनमें पुर्जे को अलग करने या काटने की आवश्यकता हो सकती है, एक्स-रे सीटी स्कैनिंग पूरी तरह से गैर-विनाशकारी है, जिससे पुर्जे का निरीक्षण बिना किसी भौतिक परिवर्तन के किया जा सकता है।
-
• व्यापक विश्लेषण: पुर्जे की संपूर्ण 3डी छवि तैयार करने की क्षमता सतही तरीकों की तुलना में अधिक गहन निरीक्षण प्रदान करती है, जिससे यह सुनिश्चित होता है कि सभी संभावित समस्याओं की पहचान की जाए और उनका समाधान किया जाए।
-
• गुणवत्ता नियंत्रण में दक्षता: एक्स-रे सीटी स्कैन दोषों की शीघ्र पहचान करके, कई निरीक्षण चरणों की आवश्यकता को कम करके और अनदेखे मुद्दों के जोखिम को कम करके गुणवत्ता नियंत्रण प्रक्रिया को सुव्यवस्थित करते हैं।
4. इंसर्ट मोल्डिंग निरीक्षण में एक्स-रे सीटी स्कैनिंग के उद्योग उदाहरण
-
• ऑटोमोटिव पार्ट्स: ऑटोमोटिव उद्योग में, धातु और प्लास्टिक के संयोजन की आवश्यकता वाले घटकों के लिए इंसर्ट मोल्डिंग का उपयोग किया जाता है। एक्स-रे सीटी स्कैनिंग आंतरिक संरचनाओं और सामग्री इंटरफेस का पूरी तरह से निरीक्षण करके यह सुनिश्चित करता है कि ये घटक सुरक्षा और टिकाऊपन मानकों को पूरा करते हैं।
-
• चिकित्सा उपकरण: चिकित्सा उपकरणों के मामले में, जहां एक छोटी सी खराबी भी गंभीर परिणाम दे सकती है, एक्स-रे सीटी स्कैनिंग वह सटीकता और विश्वसनीयता प्रदान करती है जिसकी आवश्यकता यह सुनिश्चित करने के लिए होती है कि सभी हिस्से स्वास्थ्य सेवा उद्योग की कठोर आवश्यकताओं को पूरा करते हैं।
-
• उपभोक्ता इलेक्ट्रॉनिक्स: इलेक्ट्रॉनिक्स में, जहां प्रवाहकीय इंसर्ट्स की स्थिति और अखंडता महत्वपूर्ण होती है, एक्स-रे सीटी स्कैनिंग यह सुनिश्चित करती है कि पुर्जे उन दोषों से मुक्त हैं जो प्रदर्शन को प्रभावित कर सकते हैं, जैसे कि गलत संरेखण या अपूर्ण एनकैप्सुलेशन।
इंसर्ट-मोल्डेड पार्ट्स के निरीक्षण के लिए एक्स-रे सीटी 3डी स्कैनिंग एक महत्वपूर्ण तकनीक है, जो बेजोड़ सटीकता और विश्वसनीयता प्रदान करती है। इन पार्ट्स की आंतरिक संरचनाओं की विस्तृत जानकारी प्रदान करके, यह निर्माताओं को उच्च गुणवत्ता मानकों को बनाए रखने में मदद करती है, जिससे यह सुनिश्चित होता है कि अंतिम उत्पाद कार्यात्मक और टिकाऊ दोनों हों।

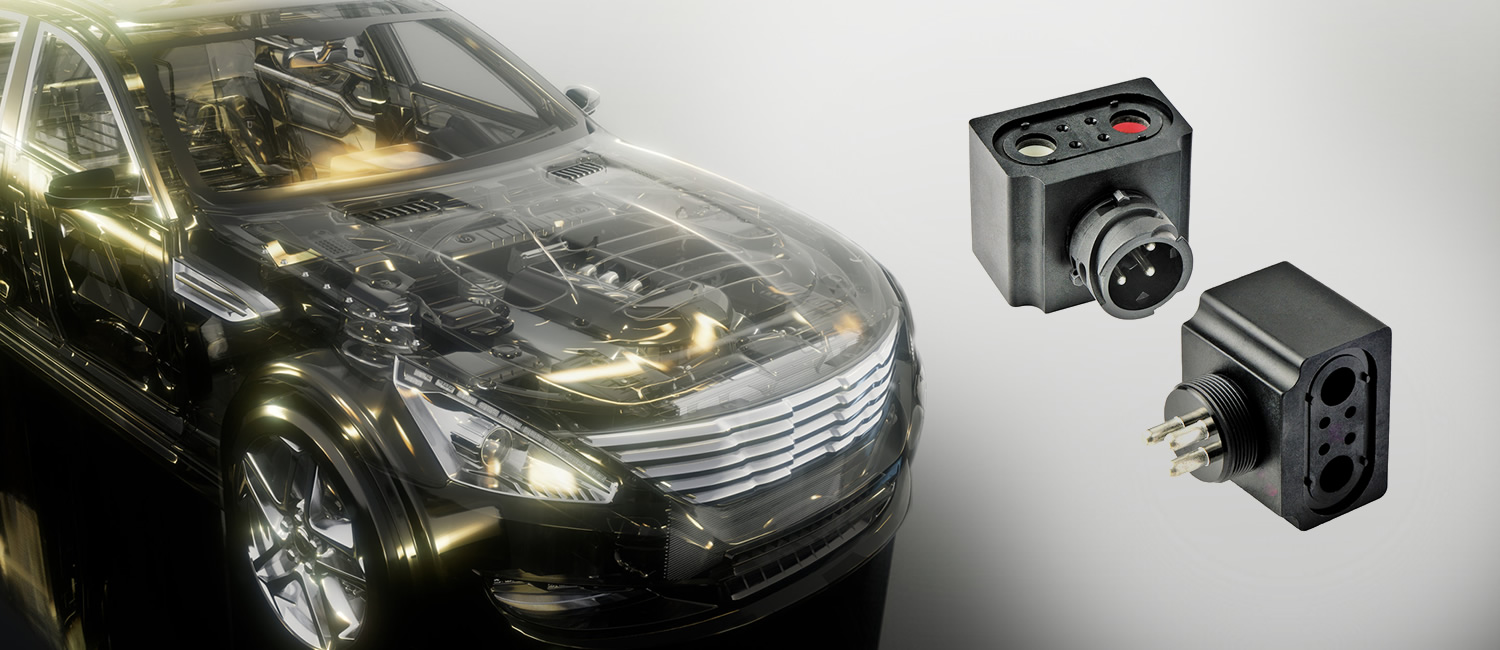
हमारी इंसर्ट मोल्डिंग तकनीक का अनुप्रयोग अगली पीढ़ी के पर्यावरण-अनुकूल ऑटोमोटिव के लिए किया गया है।
इनवर्टर, कन्वर्टर और इलेक्ट्रिक वाहन (ईवी) के पावर मॉड्यूल में इन्सर्ट मोल्डिंग तकनीक का उपयोग आजकल व्यापक रूप से किया जा रहा है। मिंग-ली की इन्सर्ट मोल्डिंग तकनीक एक इंजेक्शन मोल्डिंग प्रक्रिया है जिसमें थर्मोप्लास्टिक सामग्री को एक या अधिक इन्सर्ट टुकड़ों के चारों ओर ढाला जाता है, जिससे एक मजबूत, एकीकृत असेंबली बनती है। हम धातु इन्सर्ट, प्लेटिंग और मोल्डिंग विशेषज्ञता के ज्ञान को मिलाकर उच्च तकनीक वाले पुर्जे बनाते हैं। हमने एचवी मोटर को नियंत्रित करने वाले इनवर्टर मॉड्यूल, डीसीडीसी कन्वर्टर और ऑटोमोटिव सेकेंडरी बैटरी मॉड्यूल के लिए हमारी इन्सर्ट मोल्डिंग तकनीक का चयन किया है।

ओवरमोल्डिंग कई फायदे प्रदान करती है जो इसे विभिन्न उद्योगों में एक वांछनीय विनिर्माण प्रक्रिया बनाती है:
उत्पाद के प्रदर्शन में सुधार: ओवरमोल्डिंग तकनीक से पूरक गुणों वाली विभिन्न सामग्रियों को संयोजित करना संभव हो जाता है। उदाहरण के लिए, कठोर सतह को नरम, लोचदार सामग्री से ढककर पकड़, कुशनिंग या झटके सहने की क्षमता को बेहतर बनाया जा सकता है। सामग्रियों का यह संयोजन उत्पाद के समग्र प्रदर्शन और कार्यक्षमता को बढ़ा सकता है।
उत्पाद की टिकाऊपन में सुधार: सब्सट्रेट पर सुरक्षात्मक परत चढ़ाकर, ओवरमोल्डिंग उत्पाद की टिकाऊपन और जीवनकाल को बढ़ा सकती है। ओवरमोल्ड की गई सामग्री सब्सट्रेट को घर्षण, प्रभाव, नमी और अन्य पर्यावरणीय कारकों से बचाती है, जिससे उत्पाद का जीवनकाल बढ़ जाता है।
बेहतर एर्गोनॉमिक्स और आराम: ओवरमोल्डिंग से उत्पादों में एर्गोनॉमिक विशेषताएं जोड़ी जा सकती हैं, जैसे कि मुलायम पकड़ और घुमावदार आकार, जो उपयोगकर्ता के आराम को बढ़ाते हैं और लंबे समय तक उपयोग के दौरान थकान को कम करते हैं। यह विशेष रूप से हाथ से पकड़े जाने वाले औजारों, हैंडलों और अन्य उत्पादों के लिए फायदेमंद हो सकता है जहां उपयोगकर्ता का आराम आवश्यक है।
अनुकूलित सौंदर्यशास्त्र: ओवरमोल्डिंग विभिन्न रंगों, बनावटों और फिनिश को एकीकृत करने की अनुमति देता है, जिससे डिज़ाइनर आकर्षक और सौंदर्यपूर्ण उत्पाद बना सकते हैं। यह अनुकूलन ब्रांड पहचान और बाज़ार में उसकी लोकप्रियता को बढ़ा सकता है।
संयोजन और श्रम लागत में कमी: ओवरमोल्डिंग कई विनिर्माण चरणों को एक ही प्रक्रिया में समाहित कर देती है, जिससे संयोजन और श्रम-प्रधान कार्यों की आवश्यकता कम हो जाती है। इससे लागत में बचत और उत्पादन दक्षता में वृद्धि हो सकती है।
डिजाइन लचीलापन: ओवरमोल्डिंग से डिजाइनरों को उत्पाद डिजाइन में अधिक लचीलापन मिलता है, जिससे जटिल आकृतियों और ज्यामितियों का निर्माण संभव हो पाता है, जिन्हें पारंपरिक विनिर्माण विधियों से प्राप्त करना कठिन या असंभव होता है। यह लचीलापन नवीन और अद्वितीय उत्पादों के विकास को संभव बनाता है।
बेहतर सीलिंग और वॉटरप्रूफिंग: ओवरमोल्डिंग के ज़रिए इलेक्ट्रॉनिक घटकों या अन्य संवेदनशील भागों के चारों ओर एक वायुरोधी सील बनाई जा सकती है, जिससे उन्हें नमी, धूल और अन्य दूषित पदार्थों से बचाया जा सकता है। यह उन अनुप्रयोगों में विशेष रूप से महत्वपूर्ण है जहां जलरोधीकरण और पर्यावरणीय सीलिंग की आवश्यकता होती है।
शोर और कंपन का शमन: ओवरमोल्डिंग गतिशील भागों या घटकों के बीच एक कुशनिंग परत प्रदान करके कंपन को कम कर सकती है और शोर को घटा सकती है। यह उन अनुप्रयोगों में लाभकारी है जहां शोर कम करना और कंपन को नियंत्रित करना महत्वपूर्ण है, जैसे कि ऑटोमोटिव घटक और हस्तचालित उपकरण।
कुल मिलाकर, ओवरमोल्डिंग विभिन्न उद्योगों और अनुप्रयोगों में उत्पाद के प्रदर्शन, स्थायित्व, सौंदर्यशास्त्र और उपयोगकर्ता अनुभव को बढ़ाने के लिए एक बहुमुखी और प्रभावी समाधान प्रदान करता है।

जटिल इंसर्ट मोल्डिंग पार्ट के लिए, पहले प्री-मोल्डिंग की जा सकती है और फिर ओवरमोल्डिंग की प्रक्रिया की जा सकती है।
कुछ मामलों में, जटिल इंसर्ट मोल्डिंग पार्ट्स के लिए, एक बहु-चरणीय प्रक्रिया का उपयोग करना फायदेमंद हो सकता है जिसमें ओवरमोल्डिंग प्रक्रिया शुरू करने से पहले इंसर्ट को प्री-मोल्ड करना शामिल है। यह दृष्टिकोण कई लाभ प्रदान कर सकता है:
इंसर्ट की स्थिति को अनुकूलित करना: ओवरमोल्डिंग प्रक्रिया शुरू होने से पहले इंसर्ट को प्री-मोल्ड करने से मोल्ड कैविटी के भीतर उसकी सटीक स्थिति सुनिश्चित हो सकती है। यह विशेष रूप से कई इंसर्ट वाले जटिल पुर्जों या पेचीदा ज्यामितियों वाले पुर्जों के लिए महत्वपूर्ण हो सकता है, जहां कार्यक्षमता और प्रदर्शन के लिए सटीक संरेखण अत्यंत आवश्यक है।
बेहतर आसंजन और बंधन: इंसर्ट को पहले से मोल्ड करने से इंसर्ट और ओवरमोल्डेड सामग्री के बीच बेहतर आसंजन और बंधन संभव हो पाता है। इससे अधिक मजबूत और विश्वसनीय बंधन बनता है, जो पुर्जे की समग्र मजबूती और अखंडता को बढ़ाता है।
इंसर्ट की गति या विस्थापन में कमी: इंसर्ट को पहले से मोल्ड करने से ओवरमोल्डिंग प्रक्रिया के दौरान उसके हिलने-डुलने या अपनी जगह से खिसकने को रोका जा सकता है, जिससे यह सुनिश्चित होता है कि इंसर्ट मोल्ड कैविटी में मजबूती से अपनी जगह पर बना रहे। यह उन इंसर्ट के लिए विशेष रूप से फायदेमंद है जो इंजेक्शन मोल्डिंग के दौरान खिसकने या घूमने की संभावना रखते हैं।
सामग्री प्रवाह पर बेहतर नियंत्रण: इंसर्ट को पहले से मोल्ड करने से ओवरमोल्डिंग प्रक्रिया के दौरान इंसर्ट के चारों ओर पिघले हुए प्लास्टिक के प्रवाह को नियंत्रित करने में मदद मिल सकती है। इससे ओवरमोल्डेड सामग्री में हवा फंसने, रिक्त स्थान या दोषों का खतरा कम हो जाता है, जिसके परिणामस्वरूप उच्च गुणवत्ता वाला तैयार भाग प्राप्त होता है।
सरलीकृत विनिर्माण प्रक्रिया: हालांकि इंसर्ट को पहले से मोल्ड करने से विनिर्माण प्रक्रिया में एक अतिरिक्त चरण जुड़ जाता है, लेकिन यह ओवरमोल्डिंग प्रक्रिया को अनुकूलित करके और इंसर्ट के गलत संरेखण या बॉन्डिंग समस्याओं के कारण रीवर्क या स्क्रैप के जोखिम को कम करके समग्र उत्पादन को सुव्यवस्थित कर सकता है।
हालांकि, ओवरमोल्डिंग से पहले इंसर्ट को प्री-मोल्ड करना है या नहीं, यह तय करते समय पार्ट की विशिष्ट आवश्यकताओं का मूल्यांकन करना और सामग्री अनुकूलता, प्रक्रिया की जटिलता, उत्पादन मात्रा और लागत-प्रभावशीलता जैसे कारकों पर विचार करना आवश्यक है। कुछ मामलों में, एक-चरण ओवरमोल्डिंग प्रक्रिया पर्याप्त और अधिक व्यावहारिक हो सकती है, खासकर सरल पार्ट्स के लिए या जब समय और लागत की कमी महत्वपूर्ण कारक हों।

इंसर्ट मोल्डिंग प्रौद्योगिकी के प्रमुख तत्व
मोल्ड डिज़ाइन: इंसर्ट मोल्डिंग के लिए मोल्ड का डिज़ाइन अत्यंत महत्वपूर्ण है। इसमें इंसर्ट को रखने की पर्याप्त जगह होनी चाहिए और पिघले हुए प्लास्टिक का इंसर्ट के चारों ओर उचित प्रवाह सुनिश्चित होना चाहिए ताकि तैयार पार्ट का वांछित आकार और गुणधर्म प्राप्त हो सके। मोल्ड डिज़ाइन में गेट की स्थिति, वेंटिंग, कूलिंग चैनल और पार्ट इजेक्शन मैकेनिज़्म जैसे पहलुओं पर विचार किया जाता है।
इंसर्ट सामग्री का चयन: तैयार पुर्जे के वांछित यांत्रिक, ऊष्मीय और रासायनिक गुणों को प्राप्त करने के लिए उपयुक्त इंसर्ट सामग्री का चयन अत्यंत आवश्यक है। सामान्य इंसर्ट सामग्रियों में धातुएँ (जैसे पीतल, इस्पात), प्लास्टिक और सिरेमिक शामिल हैं, जिनका चयन मजबूती, चालकता और ओवरमोल्डिंग सामग्री के साथ अनुकूलता जैसे कारकों के आधार पर किया जाता है।
ओवरमोल्डिंग सामग्री का चयन: तैयार पुर्जे के वांछित प्रदर्शन, सौंदर्य और कार्यक्षमता को प्राप्त करने के लिए सही ओवरमोल्डिंग सामग्री का चयन अत्यंत महत्वपूर्ण है। विचारणीय कारकों में इंसर्ट और सबस्ट्रेट के साथ सामग्री की अनुकूलता, यांत्रिक गुण (जैसे कठोरता, लचीलापन), ऊष्मीय स्थिरता और पर्यावरणीय प्रतिरोध शामिल हैं।
इंसर्ट की तैयारी: ओवरमोल्डिंग सामग्री के साथ बेहतर आसंजन और बंधन सुनिश्चित करने के लिए इंसर्ट की उचित तैयारी आवश्यक है। इंसर्ट और ओवरमोल्डिंग सामग्री के बीच बंधन को मजबूत करने के लिए सफाई, खुरदरापन या आसंजन बढ़ाने वाले एजेंटों के प्रयोग जैसी सतह उपचार तकनीकों की आवश्यकता हो सकती है।
इंजेक्शन मोल्डिंग प्रक्रिया के पैरामीटर: इंजेक्शन मोल्डिंग प्रक्रिया के मापदंडों, जैसे तापमान, दबाव, इंजेक्शन गति और शीतलन समय को अनुकूलित करना, मोल्ड कैविटी की एकसमान फिलिंग प्राप्त करने, दोषों को कम करने और आयामी सटीकता और पार्ट की गुणवत्ता सुनिश्चित करने के लिए आवश्यक है।
मोल्ड तापमान नियंत्रण: मोल्ड के तापमान पर सटीक नियंत्रण बनाए रखना पुर्जों की गुणवत्ता में निरंतरता बनाए रखने और उत्पादन चक्र के समय को कम करने के लिए अत्यंत महत्वपूर्ण है। उचित तापमान नियंत्रण से विकृति, सिकुड़न और अन्य मोल्डिंग दोषों को रोकने में मदद मिलती है, साथ ही सामग्री का इष्टतम प्रवाह और पुर्जों का सुदृढ़ीकरण सुनिश्चित होता है।
गुणवत्ता नियंत्रण और निरीक्षण: इंसर्ट मोल्डेड पार्ट्स की आयामी सटीकता, सतह की फिनिश और यांत्रिक गुणों को सुनिश्चित करने के लिए मजबूत गुणवत्ता नियंत्रण उपायों और निरीक्षण प्रक्रियाओं को लागू करना आवश्यक है। निरीक्षण विधियों में दृश्य निरीक्षण, आयामी माप और सामग्री गुणों तथा आसंजन शक्ति का परीक्षण शामिल हो सकता है।
स्वचालन और रोबोटिक्स: इंसर्ट मोल्डिंग प्रक्रियाओं में स्वचालन और रोबोटिक्स का उपयोग उत्पादकता, दोहराव और दक्षता को बढ़ा सकता है, साथ ही श्रम लागत और चक्र समय को कम कर सकता है। स्वचालित प्रणालियाँ इंसर्ट लोडिंग, पार्ट हैंडलिंग और गुणवत्ता निरीक्षण कार्यों को संभाल सकती हैं, जिससे उत्पादन में वृद्धि और निरंतरता सुनिश्चित होती है।
इन प्रमुख तत्वों को प्रभावी ढंग से संबोधित करके, निर्माता विभिन्न उद्योगों में विभिन्न अनुप्रयोगों के लिए जटिल ज्यामिति, एकीकृत विशेषताओं और बेहतर प्रदर्शन वाले उच्च-गुणवत्ता वाले पुर्जे बनाने के लिए इंसर्ट मोल्डिंग तकनीक को अनुकूलित कर सकते हैं।

मिंग-ली की इंसर्ट मोल्डिंग तकनीक में क्षमता
इंसर्ट का एकीकरण: इंसर्ट मोल्डिंग में, पहले से बने इंसर्ट (आमतौर पर धातु या किसी अन्य सामग्री से बने) को मोल्ड कैविटी में एकीकृत किया जाता है, फिर उनके चारों ओर पिघला हुआ प्लास्टिक डाला जाता है। यह एकीकरण विभिन्न सामग्रियों के लाभों को एक ही घटक में संयोजित करने की अनुमति देता है।
बढ़ी हुई मजबूती और कार्यक्षमता: प्लास्टिक के पुर्जों में इंसर्ट लगाकर, इंसर्ट मोल्डिंग से मजबूती, कठोरता और कार्यक्षमता को बढ़ाया जा सकता है। इंसर्ट संरचनात्मक सहारा, सुदृढ़ीकरण या विशिष्ट विशेषताएं प्रदान कर सकते हैं जो अंतिम पुर्जे के प्रदर्शन को बेहतर बनाती हैं।
असेंबली के चरणों में कमी: इंसर्ट मोल्डिंग कई घटकों को एक ही भाग में संयोजित करके संयोजन चरणों की आवश्यकता को कम करती है। इससे विनिर्माण प्रक्रिया सुव्यवस्थित होती है, श्रम लागत कम होती है और संयोजन त्रुटियों का जोखिम न्यूनतम होता है।
डिजाइन में लचीलापन: इंसर्ट मोल्डिंग डिजाइन में लचीलापन प्रदान करती है, जिससे जटिल ज्यामिति, एकीकृत विशेषताएं और बहु-सामग्री संयोजन बनाना संभव हो जाता है। डिजाइनर नवीन समाधान प्राप्त कर सकते हैं और विशिष्ट आवश्यकताओं को पूरा करने के लिए पुर्जों के प्रदर्शन को अनुकूलित कर सकते हैं।
सामग्री अनुकूलता: मजबूत बंधन प्राप्त करने और अंतिम भाग की अखंडता सुनिश्चित करने के लिए इंसर्ट और ओवरमोल्डेड प्लास्टिक दोनों के लिए अनुकूल सामग्रियों का चयन करना आवश्यक है। अनुकूलता संबंधी विचारों में आसंजन, तापीय विस्तार गुणांक और रासायनिक प्रतिरोध शामिल हैं।
इंजेक्शन मोल्डिंग प्रक्रिया नियंत्रण: तापमान, दबाव और इंजेक्शन गति जैसे इंजेक्शन मोल्डिंग प्रक्रिया मापदंडों का सटीक नियंत्रण मोल्ड कैविटी की एकसमान फिलिंग सुनिश्चित करने और दोषों को कम करने के लिए महत्वपूर्ण है। उचित प्रक्रिया नियंत्रण से पुर्जों की गुणवत्ता और आयामी सटीकता में निरंतरता बनी रहती है।
इंसर्ट की तैयारी और हैंडलिंग: ओवरमोल्डेड प्लास्टिक के साथ बेहतर आसंजन और बंधन सुनिश्चित करने के लिए इंसर्ट की उचित तैयारी और हैंडलिंग आवश्यक है। बंधन को बेहतर बनाने के लिए सतह उपचार तकनीकें, जैसे सफाई, खुरदरापन या आसंजन बढ़ाने वाले पदार्थों का प्रयोग, आवश्यक हो सकती हैं।
गुणवत्ता आश्वासन और निरीक्षण: इंसर्ट मोल्डेड पार्ट्स की आयामी सटीकता, सतह की फिनिश और यांत्रिक गुणों को सुनिश्चित करने के लिए मजबूत गुणवत्ता आश्वासन उपायों और निरीक्षण प्रक्रियाओं को लागू करना आवश्यक है। निरीक्षण विधियों में दृश्य निरीक्षण, आयामी मापन और सामग्री गुणों का परीक्षण शामिल हो सकता है।
लागत संबंधी विचार: यद्यपि इंसर्ट मोल्डिंग से असेंबली चरणों में कमी और पुर्जों के बेहतर प्रदर्शन सहित कई लाभ मिलते हैं, फिर भी निर्माताओं को औजारों, सामग्रियों और श्रम से जुड़ी लागतों पर विचार करना चाहिए। समग्र विनिर्माण खर्चों को अनुकूलित करने के लिए लागत प्रभावी उत्पादन रणनीतियों को अपनाया जाना चाहिए।
अनुप्रयोगों की विविधता: इंसर्ट मोल्डिंग तकनीक का उपयोग ऑटोमोटिव, इलेक्ट्रॉनिक्स, चिकित्सा उपकरण, उपभोक्ता वस्तुएं और औद्योगिक उपकरण सहित विभिन्न उद्योगों में होता है। यह कनेक्टर, हाउसिंग, हैंडल और सेंसर जैसे कई प्रकार के घटकों के उत्पादन के लिए उपयुक्त है।
इन प्रमुख बिंदुओं को समझकर और प्रभावी ढंग से प्रबंधित करके, निर्माता इंसर्ट मोल्डिंग तकनीक का लाभ उठाकर उच्च गुणवत्ता वाले, लागत प्रभावी पुर्जे तैयार कर सकते हैं जो आधुनिक अनुप्रयोगों की कठिन आवश्यकताओं को पूरा करते हैं।
मिंग-ली प्रेसिजन इंसर्ट मोल्डिंग ऑटोमेशन और रोबोटिक्स
इंसर्ट मोल्डिंग तकनीक के लिए नया विकास
विभिन्न उद्योगों में अधिक जटिल, एकीकृत और लागत प्रभावी विनिर्माण समाधानों की बढ़ती मांग के कारण इंसर्ट मोल्डिंग तकनीक में निरंतर प्रगति हो रही है। इंसर्ट मोल्डिंग तकनीक में हुए कुछ हालिया विकास इस प्रकार हैं:
-
उन्नत सामग्री अनुकूलता :
- • धातुओं, सिरेमिक, कांच और मिश्रित सामग्रियों सहित विभिन्न प्रकार के सब्सट्रेट के साथ संगत इंसर्ट मोल्डिंग सामग्रियों का विकास।
- • बेहतर आसंजन गुणों वाले इंजीनियर थर्मोप्लास्टिक्स का परिचय, जो इंसर्ट और मोल्डेड प्लास्टिक सामग्री के बीच विश्वसनीय बंधन की अनुमति देता है।
-
बहु-सामग्री इंसर्ट मोल्डिंग :
- • बहु-सामग्री इंसर्ट मोल्डिंग तकनीकों में प्रगति हुई है, जिससे एक ही मोल्डिंग चक्र में विभिन्न सामग्रियों के साथ कई इंसर्ट की एक साथ ओवरमोल्डिंग संभव हो गई है।
- • कठोर और लचीले प्लास्टिक जैसे भिन्न-भिन्न गुणों वाली सामग्रियों को एकीकृत करके, विशिष्ट कार्यात्मकताओं वाले जटिल घटकों का निर्माण करना।
-
सटीक मोल्डिंग प्रक्रियाएँ :
- • उच्च परिशुद्धता और सटीक सहनशीलता वाले लघु घटकों के उत्पादन के लिए माइक्रो इंसर्ट मोल्डिंग और नैनो इंसर्ट मोल्डिंग जैसी उन्नत मोल्डिंग प्रक्रियाओं का कार्यान्वयन।
- • इंसर्ट-मोल्डेड पार्ट्स में जटिल विशेषताओं और सूक्ष्म संरचनाओं को प्राप्त करने के लिए उच्च-रिज़ॉल्यूशन मोल्ड, माइक्रो-स्केल टूलिंग और अल्ट्रा-प्रेसिजन मशीनिंग तकनीकों का उपयोग।
-
स्वचालन और रोबोटिक्स सम्मिलित करें :
- • मोल्ड कैविटी में इंसर्ट को सटीक और कुशलतापूर्वक स्थापित करने के लिए स्वचालित हैंडलिंग सिस्टम और रोबोटिक्स का एकीकरण।
- • मोल्डिंग प्रक्रिया के दौरान इंसर्ट की सटीक स्थिति और संरेखण सुनिश्चित करने के लिए विज़न सिस्टम, सेंसर और फीडबैक नियंत्रणों का उपयोग, जिससे चक्र समय कम होता है और दोहराव में सुधार होता है।
-
अंतर्निहित इलेक्ट्रॉनिक्स और सेंसर :
- • बुद्धिमत्ता, कनेक्टिविटी और कार्यक्षमता जोड़ने के लिए इंसर्ट-मोल्डेड पार्ट्स में इलेक्ट्रॉनिक घटकों, सेंसरों और माइक्रोचिप्स का एकीकरण।
- • नाजुक इलेक्ट्रॉनिक घटकों को एनकैप्सुलेट करने और कठोर वातावरण के लिए वायुरोधी सीलबंद आवरण बनाने के लिए ओवरमोल्डिंग तकनीकों का विकास।
-
सतह संशोधन और कोटिंग्स :
- • इंसर्ट और प्लास्टिक सामग्री के बीच आसंजन को बेहतर बनाने के लिए सतह उपचार प्रौद्योगिकियों में प्रगति, जैसे कि प्लाज्मा उपचार, कोरोना डिस्चार्ज और रासायनिक नक़्क़ाशी।
- • ढाले गए भागों की घिसाव प्रतिरोध क्षमता, संक्षारण प्रतिरोध क्षमता और सतह की गुणवत्ता को बढ़ाने के लिए इंसर्ट पर कार्यात्मक कोटिंग और सतह उपचार लागू करना।
-
मोल्ड में संयोजन और जोड़ :
- • मोल्डिंग प्रक्रिया के दौरान मोल्डेड भागों में इंसर्ट को जोड़ने के लिए अल्ट्रासोनिक वेल्डिंग, लेजर वेल्डिंग और हीट स्टेकिंग जैसी इन-मोल्ड असेंबली और जॉइनिंग तकनीकों का एकीकरण।
- • एक ही प्रक्रिया में पूरी तरह से असेंबल किए गए घटकों के उत्पादन के लिए इंसर्ट मोल्डिंग और इन-मोल्ड असेंबली को मिलाकर हाइब्रिड मोल्डिंग प्रक्रियाओं का विकास।
-
स्थिरता और पुनर्चक्रण क्षमता :
- • इंसर्ट मोल्डिंग के लिए पर्यावरण के अनुकूल सामग्रियों और प्रक्रियाओं को अपनाना, जिसमें जैव-आधारित प्लास्टिक, पुनर्चक्रित सामग्री और क्लोज्ड-लूप रीसाइक्लिंग सिस्टम शामिल हैं।
- • उत्पादन प्रक्रिया के दौरान अपशिष्ट, ऊर्जा खपत और पर्यावरणीय प्रभाव को कम करने के लिए मोल्डिंग मापदंडों और सामग्री निर्माण का अनुकूलन करना।
-
अनुकूलन और वैयक्तिकरण :
- • डिजाइन लचीलापन, सामग्री चयन और भाग ज्यामिति सहित विशिष्ट ग्राहक आवश्यकताओं को पूरा करने के लिए इंसर्ट मोल्डिंग समाधानों का अनुकूलन।
- • उत्पाद विकास चक्रों में इंसर्ट-मोल्डेड भागों के तीव्र पुनरावृति और अनुकूलन के लिए एडिटिव मैन्युफैक्चरिंग और रैपिड प्रोटोटाइपिंग प्रौद्योगिकियों का एकीकरण।
इंसर्ट मोल्डिंग तकनीक में हो रहे ये विकास ऑटोमोटिव, इलेक्ट्रॉनिक्स, चिकित्सा उपकरण, उपभोक्ता वस्तुएं और एयरोस्पेस जैसे उद्योगों में नवाचार को बढ़ावा दे रहे हैं, जिससे बेहतर प्रदर्शन और लागत-दक्षता के साथ अधिक जटिल, कार्यात्मक और एकीकृत घटकों का उत्पादन संभव हो रहा है। निरंतर अनुसंधान और विकास प्रयासों से भविष्य में इंसर्ट मोल्डिंग तकनीक की क्षमताओं और अनुप्रयोगों में और अधिक वृद्धि होने की उम्मीद है।


इंसर्ट मोल्डिंग प्रक्रिया का अवलोकन
1. डिजाइन और सामग्री चयन:
- • यह प्रक्रिया सटीक डिज़ाइन योजना से शुरू होती है, जिसमें इंसर्ट और प्लास्टिक के बीच सामग्रियों की अनुकूलता अत्यंत महत्वपूर्ण होती है। इंजीनियर ऐसी सामग्रियों का चयन करते हैं जो एक-दूसरे की पूरक हों ताकि उनके बीच ऊष्मीय और रासायनिक बंधन सर्वोत्तम हो। इंसर्ट के लिए सामान्य सामग्रियों में धातु, सिरेमिक और उच्च-प्रदर्शन वाले प्लास्टिक शामिल हैं।
2. डालने की तैयारी:
- • प्रीफॉर्म्ड इंसर्ट्स को साफ करके और कभी-कभी पिघले हुए प्लास्टिक के साथ बेहतर आसंजन के लिए पूर्व-उपचारित करके तैयार किया जाता है। मोल्डिंग प्रक्रिया को किसी भी संदूषक से प्रभावित होने से बचाने के लिए यह चरण अत्यंत महत्वपूर्ण है। उपयोग के आधार पर, इंसर्ट्स पर कोटिंग या प्राइमर भी लगाया जा सकता है।
3. मोल्ड सेटअप:
- • इंसर्ट को रखने के लिए विशेष सांचे डिजाइन और निर्मित किए जाते हैं। ये सांचे न केवल इंसर्ट को सटीक रूप से फिट करने में सक्षम होने चाहिए, बल्कि मोल्डिंग प्रक्रिया के दौरान आसान प्लेसमेंट और उचित संरेखण की भी अनुमति देनी चाहिए।
4. इंजेक्शन मोल्डिंग:
- • प्लास्टिक सामग्री को पिघलाकर सांचे में डाला जाता है, जहां यह इंसर्ट को घेर लेती है। इस चरण में गुणवत्ता और एकरूपता सुनिश्चित करने के लिए दबाव, तापमान और इंजेक्शन गति जैसे इंजेक्शन मापदंडों पर सटीक नियंत्रण आवश्यक है।
5. शीतलन और ठोसकरण:
- • प्लास्टिक को सांचे में डालने के बाद, उसे इंसर्ट के चारों ओर ठंडा होकर जमने की आवश्यकता होती है। सांचे के भीतर लगे शीतलन तंत्र प्लास्टिक से ऊष्मा को बाहर निकालते हैं, जिससे यह सुनिश्चित होता है कि प्लास्टिक सही ढंग से जम जाए और तैयार भाग के आयाम बरकरार रहें।
6. निष्कासन और समापन:
- • प्लास्टिक के जम जाने के बाद, तैयार भाग को सांचे से बाहर निकाल लिया जाता है। प्रक्रिया के बाद अतिरिक्त सामग्री को छांटना, पॉलिश करना या भाग को रंगना जैसे चरण हो सकते हैं ताकि उसकी दिखावट या कार्यक्षमता को बढ़ाया जा सके।
यह उन्नत प्रक्रिया प्रवाह इंसर्ट मोल्डिंग के प्रत्येक चरण की व्यापक समझ प्रदान करता है, और विनिर्माण प्रक्रिया की सफलता सुनिश्चित करने वाली तकनीकी बारीकियों को उजागर करता है।

मिंग-ली की इंसर्ट मोल्डिंग क्षमताएं
मिंग-ली प्रेसिजन इंसर्ट मोल्डिंग में असाधारण क्षमताएं प्रदर्शित करती है, जिसमें उन्नत प्लास्टिक इंजेक्शन मोल्डिंग तकनीक, सटीक मोल्ड डिजाइन और निर्माण, और एक व्यापक संपूर्ण गुणवत्ता प्रबंधन (टीक्यूएम) प्रणाली का एकीकरण शामिल है। 1,000 से अधिक इंसर्ट मोल्डिंग मोल्ड सेटों के उत्पादन और 5 करोड़ से अधिक इंसर्ट-मोल्डेड पार्ट्स के निर्माण के साथ, मिंग-ली उच्च गुणवत्ता वाले इंसर्ट-मोल्डेड उत्पादों की तलाश करने वाले वैश्विक नेताओं के लिए एक विश्वसनीय भागीदार है।
-
• इन-हाउस सीपीके दर:≧ 1.33
-
• सहनशीलता सीमा :+/-0.01 मिमी तक
-
• सांचे का आकार:600 लीटर * 600 वाट * 600 ऊंचाई; 2,000 किलोग्राम तक
-
• मासिक क्षमता:20 सेट मोल्ड/टूलिंग/डाई; 8 मिलियन पीस/ओवरमोल्डिंग और इंसर्ट मोल्डिंग इंजेक्शन पार्ट्स
इंसर्ट मोल्डिंग में मिंग-ली की क्षमताएं
| वस्तु | विवरण |
|---|---|
| इंसर्ट मोल्डिंग मोल्ड अनुभव | 1,000 से अधिक सेट उत्पादित इंसर्ट मोल्डिंग मोल्ड्स का |
| इंसर्ट मोल्डिंग निर्माण अनुभव | 50 मिलियन से अधिक इंसर्ट-मोल्डेड पार्ट्स का निर्माण किया गया |
| वर्टिकल इंजेक्शन मशीनें | टन भार सीमा: 35 टन से 250 टन उत्पाद का अधिकतम आकार: 8.5 x 11 x 6 इंच (216 x 279 x 150 मिमी) |
| क्षैतिज इंजेक्शन मशीनें | टन भार सीमा: 60 टन से 200 टन उत्पाद का अधिकतम वजन: 0.1 ग्राम से 500 ग्राम तक |
| मोल्ड परिशुद्धता | मोल्ड परिशुद्धता: ± 0.0015 मिमी उत्पाद की परिशुद्धता: ± 0.01~0.05 मिमी |
| डिजाइन और विनिर्माण सहायता | अवधारणा डिजाइन से लेकर अंतिम उत्पाद वितरण तक व्यापक सहयोग मोल्ड फ्लो विश्लेषण के लिए ऑटोडस्क मोल्डफ्लो का उपयोग करता है |
| फफूंद का रखरखाव और प्रबंधन | नियमित निरीक्षण, सटीक समायोजन और आवश्यक मरम्मत यह सुनिश्चित करता है कि मोल्ड अपने पूरे जीवनचक्र में इष्टतम स्थिति में रहें। |
| गुणवत्ता और पर्यावरण प्रबंधन प्रमाणपत्र | आईएसओ / आईएटीएफ 16949 प्रमाणन |

इंजेक्शन मशीनें और उपकरण
मिंग-ली की इंसर्ट मोल्डिंग क्षमताओं को अत्याधुनिक वर्टिकल और हॉरिजॉन्टल इंजेक्शन मशीनों की एक विस्तृत श्रृंखला द्वारा समर्थित किया जाता है, जिससे विभिन्न आकार और वजन के उत्पादों का उत्पादन संभव हो पाता है:
-
- • भार क्षमता सीमा : 35 टन से 250 टन
- • उत्पाद का अधिकतम आकार :
- इंच : 8.5 x 11 x 6
- मिलीमीटर : 216 x 279 x 150
- • शुद्धता :
- मोल्ड : ± 0.0015 मिमी
- उत्पाद : ± 0.02~0.05 मिमी
-
- • क्षमता सीमा : 15 टन से 320 टन
- • उत्पाद का अधिकतम वजन : 0.1 ग्राम से 500 ग्राम तक

व्यापक सेवाएं और विशेषज्ञता
-
सटीक इंजेक्शन मोल्ड डिजाइन और निर्माण :
- मिंग-ली उच्च परिशुद्धता वाले इंजेक्शन मोल्ड्स का डिज़ाइन और निर्माण करती है जो प्लास्टिक पार्ट्स में इंसर्ट की सटीक स्थिति और फिटिंग सुनिश्चित करते हैं। 1,000 से अधिक इंसर्ट मोल्डिंग मोल्ड्स के उत्पादन के अनुभव के साथ, ये मोल्ड प्रत्येक एप्लिकेशन की विशिष्ट आवश्यकताओं के अनुरूप तैयार किए जाते हैं, जिससे इष्टतम प्रदर्शन और दीर्घकालिक विश्वसनीयता सुनिश्चित होती है। मिंग-ली की इंजीनियरिंग टीम संभावित डिज़ाइन या निर्माण संबंधी समस्याओं की पहचान प्रक्रिया के शुरुआती चरण में ही करने के लिए ग्राहकों के साथ मिलकर काम करती है, जिससे उत्पादन को अनुकूलित किया जा सके और लागत कम की जा सके।
-
उन्नत इंजेक्शन मोल्डिंग प्रौद्योगिकी :
- अत्याधुनिक इंजेक्शन मोल्डिंग तकनीकों का उपयोग करते हुए, मिंग-ली ने 5 करोड़ से अधिक उच्च गुणवत्ता वाले इंसर्ट-मोल्डेड पुर्जे निर्मित किए हैं। इन तकनीकों की देखरेख अनुभवी इंजेक्शन मोल्डिंग इंजीनियरों की एक टीम द्वारा की जाती है, जो यह सुनिश्चित करती है कि उत्पादन का प्रत्येक चरण सख्त गुणवत्ता नियंत्रण मानकों का पालन करे। मिंग-ली की क्षमताएं जटिल ज्यामिति वाले पुर्जों के उत्पादन की अनुमति देती हैं, जिससे सटीकता और स्थायित्व सुनिश्चित होता है।
-
फफूंद का रखरखाव और प्रबंधन :
- मिंग-ली मोल्ड रखरखाव की व्यापक सेवाएं प्रदान करता है ताकि मोल्ड अपने पूरे जीवनचक्र में इष्टतम स्थिति में बने रहें। इसमें नियमित निरीक्षण, सटीक समायोजन और आवश्यक मरम्मत शामिल हैं, जो उत्पादन में निरंतर गुणवत्ता और दीर्घकालिक स्थिरता सुनिश्चित करते हैं।
-
अनुकूलित समाधान और डिज़ाइन सहायता :
- मिंग-ली, कॉन्सेप्ट डिज़ाइन से लेकर अंतिम उत्पाद डिलीवरी तक, संपूर्ण डिज़ाइन सहायता और अनुकूलित समाधान प्रदान करती है। कंपनी, ग्राहकों को डिज़ाइन को अनुकूलित करने, निर्माण क्षमता में सुधार करने और उत्पाद प्रदर्शन को बढ़ाने में मदद करने के लिए, मोल्ड प्रवाह विश्लेषण हेतु ऑटोडस्क मोल्डफ्लो जैसे उपकरणों का उपयोग करती है। इससे यह सुनिश्चित होता है कि प्रत्येक उत्पाद अपने अनुप्रयोग की विशिष्ट आवश्यकताओं को पूरा करता है।
-
गुणवत्ता एवं पर्यावरण प्रबंधन प्रमाणपत्र :
- मिंग-ली की गुणवत्ता के प्रति प्रतिबद्धता उसके कई अंतरराष्ट्रीय प्रमाणपत्रों में परिलक्षित होती है, जिनमें आईएसओ/आईएटीएफ 16949 भी शामिल है।
मिंग-ली प्रेसिजन की इंसर्ट मोल्डिंग क्षमताएं व्यापक हैं, जिनमें सटीक मोल्ड डिजाइन से लेकर उन्नत इंजेक्शन मोल्डिंग तकनीक तक सब कुछ शामिल है। 1,000 से अधिक इंसर्ट मोल्डिंग मोल्ड सेट के उत्पादन और 5 करोड़ से अधिक इंसर्ट मोल्डेड पार्ट्स के निर्माण के साथ, मिंग-ली ने इस क्षेत्र में अपनी एक अग्रणी कंपनी के रूप में पहचान बनाई है। गुणवत्ता और तकनीकी विशेषज्ञता के प्रति कंपनी की मजबूत प्रतिबद्धता इसे उन निर्माताओं के लिए आदर्श भागीदार बनाती है जो उच्च परिशुद्धता, टिकाऊ और पर्यावरण के अनुकूल इंसर्ट मोल्डेड उत्पादों का उत्पादन करना चाहते हैं। कुशल विनिर्माण सेवाओं के अलावा, मिंग-ली डिजाइन, अनुकूलन और पर्यावरणीय जिम्मेदारी में व्यापक सहायता प्रदान करती है, जिससे यह सुनिश्चित होता है कि ग्राहकों की सभी ज़रूरतें पूरी तरह से पूरी हों।

मिंग-ली प्रेसिजन इंसर्ट मोल्डिंग सॉल्यूशन के लिए केस स्टडी
केस स्टडी 1: ऑटोमोटिव कनेक्टर ओवरमोल्डिंग
चुनौती:
एक ऑटोमोबाइल निर्माता को ऐसे टिकाऊ कनेक्टरों की आवश्यकता थी जो उच्च तापमान, कंपन और रासायनिक जोखिम को सहन कर सकें।
समाधान:
मिंग-ली प्रेसिजन ने अपनी उन्नत इंसर्ट मोल्डिंग क्षमताओं का उपयोग करते हुए धातु के इंसर्ट को उच्च-प्रदर्शन वाले प्लास्टिक से ओवरमोल्ड किया, जिससे मजबूत बंधन और कनेक्टर्स के लिए उत्कृष्ट सुरक्षा सुनिश्चित हुई।
नतीजा:
ओवरमोल्डेड कनेक्टर्स ने स्थायित्व और प्रदर्शन संबंधी सभी आवश्यकताओं को पूरा किया, जिसके परिणामस्वरूप ऑटोमोटिव अनुप्रयोगों में बेहतर विश्वसनीयता और उत्पाद का लंबा जीवनकाल प्राप्त हुआ।
केस स्टडी 2: चिकित्सा उपकरण आवरण
चुनौती:
एक मेडिकल डिवाइस कंपनी को अपने डायग्नोस्टिक उपकरणों के लिए सटीक और टिकाऊ आवरण की आवश्यकता थी ताकि इलेक्ट्रॉनिक घटकों की उचित फिटिंग सुनिश्चित हो सके और वे बार-बार उपयोग को सहन कर सकें।
समाधान:
मिंग-ली प्रेसिजन ने धातु के इंसर्ट को प्लास्टिक हाउसिंग में एकीकृत करने के लिए इंसर्ट मोल्डिंग का उपयोग किया, जिससे सटीक संरेखण और बेहतर संरचनात्मक अखंडता सुनिश्चित हुई।
नतीजा:
इन आवरणों ने विश्वसनीय प्रदर्शन, सटीक फिटिंग और टिकाऊपन प्रदान किया, जिससे नैदानिक उपकरणों की समग्र गुणवत्ता और दीर्घायु में वृद्धि हुई।
केस स्टडी 3: उपभोक्ता इलेक्ट्रॉनिक्स एनक्लोजर
चुनौती:
एक उपभोक्ता इलेक्ट्रॉनिक्स फर्म ने हैंडहेल्ड उपकरणों की एक नई श्रृंखला के लिए मजबूत और सौंदर्यपूर्ण रूप से आकर्षक आवरणों की तलाश की, जिसमें अतिरिक्त मजबूती और कार्यक्षमता के लिए धातु के इंसर्ट शामिल थे।
समाधान:
मिंग-ली प्रेसिजन की इंसर्ट मोल्डिंग प्रक्रिया ने प्लास्टिक के आवरणों के भीतर धातु के इंसर्ट के निर्बाध एकीकरण की अनुमति दी, जिससे वांछित मजबूती और सौंदर्य अपील प्राप्त हुई।
नतीजा:
परिणामस्वरूप तैयार किए गए आवरण मजबूत, टिकाऊ और देखने में आकर्षक थे, जिससे ग्राहकों की संतुष्टि का स्तर ऊंचा रहा और उत्पाद का सफल शुभारंभ हुआ।
ये केस स्टडी विभिन्न उद्योगों में उच्च गुणवत्ता वाले, विश्वसनीय और अनुकूलित इंसर्ट मोल्डिंग समाधान प्रदान करने में मिंग-ली प्रेसिजन की विशेषज्ञता को दर्शाती हैं।
मिंग-ली इंसर्ट मोल्डिंग प्रोजेक्ट का उदाहरण
अग्रिम पठन
जो लोग इंसर्ट मोल्डिंग में नवीनतम तकनीकों और रुझानों के बारे में गहराई से जानना चाहते हैं, उनके लिए निम्नलिखित संसाधन व्यापक जानकारी प्रदान करते हैं:
► मिंग-ली कंपनी में इंसर्ट मोल्डिंग तकनीक
► मिंग-ली कंपनी में ओवरमोल्डिंग तकनीक
► इंसर्ट मोल्डिंग के लिए सामान्य इंसर्ट सामग्री
► इंसर्ट मोल्डिंग के लिए नवीनतम प्रौद्योगिकियाँ और रुझान
► इंसर्ट मोल्डिंग में उपयोग होने वाली सामान्य सामग्रियां और उनके गुणधर्म
► मिंग-ली प्रेसिजन में इंसर्ट मोल्डिंग / ओवरमोल्डिंग एप्लिकेशन
► एलएसआर इंसर्ट मोल्डिंग / ओवरमोल्डिंग (पी+आर) तकनीक
► उन्नत इंडक्शन कॉइल इंसर्ट मोल्डिंग तकनीक
► प्रेस-फिट (फिश-आई) टर्मिनल इंसर्ट मोल्डिंग तकनीक
► सिलिकॉन स्टील शीट इंसर्ट मोल्डिंग तकनीक
► संधारित्र और प्रतिरोधक इंसर्ट मोल्डिंग तकनीक
► चुंबक सम्मिलन मोल्डिंग प्रौद्योगिकी

इंसर्ट मोल्डिंग / ओवरमोल्डिंग के बारे में और अधिक जानकारी
यह इंसर्ट मोल्डिंग और ओवरमोल्डिंग का सिर्फ एक संक्षिप्त परिचय है। क्या ये आपके लिए सही समाधान हैं? क्या आप अपने अगले प्रोजेक्ट में इन्हें लागू करने के बारे में निश्चित नहीं हैं? बस हमारे तकनीकी विशेषज्ञों से संपर्क करें और हम आपको दोनों प्रक्रियाओं से सर्वोत्तम परिणाम प्राप्त करने के बारे में उपयोगी सलाह दे सकते हैं।

इंसर्ट मोल्डिंग/ओवरमोल्डिंग के क्षेत्र में अग्रणी... मिंग-ली प्रेसिजन।