Hochpräzise Lösungen für das Einlegeverfahren und Experten für Umspritzen

Einlegetechnik: Über 1000 Formensätze und 50 Millionen gefertigte Teile

Material, das für das Einlege-/Umspritzverfahren verwendet wird
-
• Kunststoff-Rohmaterial:PPS, PPA, PBT, PET, PEI, PC, POM, Nylon PA, PA6, PA66, PA9T, LCP, Derlin, Acryl usw.
-
• Spezielles Material:SPÄHEN
Weitere Informationen zur Materialauswahl finden Sie unter „Materialauswahl für das Umspritzen“.
Material, das für den Einsatz verwendet wird
-
• Metallisches Material:Messing, Edelstahl, Aluminium, Stanzteile, Metallbearbeitungsstifte, Buchsen, Metallbeschichtungen, Plattierungsmaterialien usw.
-
• Spezielles Material:Keramik, Glas, Chip, Wafer, Kabel, Leiterplatte (PCB) usw.
Zum Abschnitt springen
► Richtlinien für die Konstruktion von Einlege- und Umspritzverfahren
► Vorteile und Nutzen des Einlege- und Umspritzens
► Überlegungen zum Einlege- und Umspritzverfahren 
► Übersicht über die Konstruktion von Spritzguss- und Umspritzformen
► Anwendung der Röntgen-Computertomographie (CT) und 3D-Scans zur Inspektion von Spritzgussteilen durch Ming-Li
► Anwendung der Insert-Molding-Technologie für die nächste Generation
► Das Umspritzen bietet mehrere Vorteile
► Bei komplexen Spritzgussteilen kann zunächst ein Vorformling und anschließend ein Umspritzverfahren durchgeführt werden.
► Schlüsselelemente der Insert-Molding-Technologie
► Die neue Entwicklung für die Insert-Molding-Technologie
► Überblick über das Insert-Molding-Verfahren
► Ming-Li-Fähigkeiten im Bereich des Einlegeverfahrens
► Fallstudie zur Präzisions-Einlegetechniklösung von Ming-Li
Was ist Einlegetechnik?
Ming-Li verfügt über mehr als 40 Jahre Erfahrung in der Herstellung von Spritzgussformen und Kunststoff-Spritzgussteilen aller Art. Unsere Spritzgussteile werden für vielfältige Anwendungen entwickelt und gefertigt. Wir haben außerdem Erfahrung mit dem Umspritzen von ICs, Kabeln und Glas. Beim Umspritzen wird ein thermoplastisches Material um ein Einlegeteil herum geformt, wodurch eine fest verbundene, integrierte Baugruppe entsteht. Wir besitzen umfassendes Know-how im Bereich Metalleinsätze sowie deren Beschichtung, Galvanisierung und Formgebung, um die Anforderungen unserer Kunden zu erfüllen. Bei Fragen zum Umspritzverfahren kontaktieren Sie uns gerne für weitere Informationen.
Was ist Umspritzen?
Einlegetechnik vs. Umspritzen
| Besonderheit | Einlegeleiste | Umspritzen |
|---|---|---|
| Prozessdefinition | Einbetten eines vorgeformten Einsatzes in das Kunststoffteil. | Zusätzliche Kunststoffschichten auf einem bestehenden Bauteil. |
| Einlegematerial | Metall, Keramik, Kunststoff oder andere Materialien. | Üblicherweise Kunststoff über Kunststoff, kann aber auch Metall enthalten. |
| Anwendung | Bauteile, die eine feste Verbindung mit Einsätzen erfordern. | Teile, die zusätzliche Schichten oder die Verwendung mehrerer Materialien erfordern. |
| Komplexität | Hoch, dank präziser Platzierung der Einsätze. | Hoher Wert, erfordert mehrere Formgebungsschritte. |
| Zykluszeit | Länger, erfordert sorgfältige Handhabung der Einsätze. | Länger, aufgrund des mehrstufigen Prozesses. |
| Kosten | Höher, beeinflusst durch das Material der Einlage und die Handhabung. | Höher aufgrund zusätzlicher Formgebungsschritte. |
| Designflexibilität | Hochwertig, kann verschiedene Einsatzformen und -typen aufnehmen. | Hohe Qualität ermöglicht kreative Designs aus verschiedenen Materialien. |
| Stärke | Hohe, starke Haftung zwischen Einsatz und Formteil. | Variabel, hängt von der Qualität der Verbindung zwischen den Schichten ab. |
| Häufige Anwendungsgebiete | Elektrische Bauteile, Gewindeteile, Werkzeuge. | Griffe, Handgriffe, Gehäuse aus verschiedenen Materialien. |
| Werkzeuganforderungen | Komplex, muss Platz für Einsätze bieten. | Komplex, benötigt mehrere Formen für verschiedene Materialien. |
| Materialverträglichkeit | Es können vielfältige Einlegematerialien verwendet werden. | Begrenzt, typischerweise gleiche oder kompatible Materialien. |
- • Insert Molding : Ideal zum Integrieren von Bauteilen in Kunststoffteile, sorgt für Festigkeit und Haltbarkeit.
- • Umspritzen : Am besten geeignet, um einem Basisbauteil ergonomische Merkmale oder zusätzliche Schichten hinzuzufügen.
Beide Technologien verbessern die Funktionalität und Ästhetik von Kunststoffteilen, die Wahl zwischen ihnen hängt jedoch von den jeweiligen Anwendungsanforderungen ab.

Richtlinien für die Konstruktion von Umspritz- und Einlegeformteilen
Unsere grundlegenden Richtlinien für das Umspritzen und Einlegeverfahren beinhalten wichtige Konstruktionsüberlegungen, die dazu beitragen, die Herstellbarkeit der Teile zu verbessern, das kosmetische Erscheinungsbild zu optimieren und die Gesamtproduktionszeit zu verkürzen. Weitere Details finden Sie auf unserer Seite mit den Designrichtlinien.

Vorteile und Nutzen des Einlege- und Umspritzens
Metalleinsätze und -buchsen werden häufig zur Verbesserung der mechanischen Eigenschaften von Kunststoffteilen oder thermoplastischen Elastomerprodukten eingesetzt, die im Spritzgießverfahren hergestellt werden. Das Spritzgießen mit Einsätzen bietet zahlreiche Vorteile, die die Unternehmensprozesse und damit auch den Gewinn optimieren. Zu den Vorteilen des Spritzgießens mit Einsätzen zählen unter anderem:
• Verbesserung von Festigkeit und Struktur
• Verbesserung der Komponentenzuverlässigkeit
• Reduziert Gewicht und Größe des Bauteils
• Reduziert Arbeits- und Montagekosten
• Erhöhte Designflexibilität

Überlegungen zum Einlege- und Umspritzverfahren
Unsere erfahrenen Mitarbeiter sind Experten im Umspritzen und Einlegen von Spritzgussteilen. Sie können Spritzgussmaterialien verarbeiten und daraus Kunststoffeinsätze herstellen. Vor der endgültigen Entscheidung für das Einlegeverfahren sollten jedoch einige Faktoren berücksichtigt werden. Die Kosten, einschließlich der Kosten für die Einsätze und Werkzeuge, müssen sorgfältig abgewogen werden. Die Einsätze selbst müssen zudem dem Spritzgießprozess standhalten, da bestimmte Drücke und Temperaturen sie beschädigen können. Weitere zu berücksichtigende Aspekte sind:
- • Mittel zum Halten des Einsatzes während des Formprozesses
- • Vorsprünge oder Hinterschneidungen, die für zusätzliche Haltekraft innerhalb des Formteils sorgen
- • Verständnis dafür, welche spezifischen Komponenten und Technologien im Rahmen des Insert-Spritzgießverfahrens zu einer einzigen Komponente kombiniert werden.
Prozessparameter für das Einlegeverfahren
| Parametername | Einheit | Bereich oder Wert | Anmerkungen |
|---|---|---|---|
| Einspritztemperatur | °C | 180-343 | Hängt vom Material ab. |
| Einspritzdruck | MPa | 50-150 | Hängt vom Formendesign ab. |
| Injektionszeit | Sekunden | 2-10 | Hängt von der Teilegröße ab |
| Abkühlzeit | Sekunden | 10-60 | Hängt vom Material und der Bauteildicke ab |
| Klemmkraft | kN | 500-1500 | Hängt von der Formgröße ab |
Eigenschaften des Insert-Molding-Materials
| Materialname | Härte | Schmelzpunkt | Schrumpfungsrate | Anmerkungen |
|---|---|---|---|---|
| ABS | 75-85 | 105-115°C | 0,4–0,7 % | Allzweckmaterial |
| PP (Polypropylen) | 85-95 | 130-170 °C | 1,0–2,5 % | Ausgezeichnete Chemikalienbeständigkeit |
| PBT (Polybutylenterephthalat) | 90-95 | 140-170 °C | 1,5–2,5 % | Robustheit, Lösungsmittelbeständigkeit |
| PC (Polycarbonat) | 70-80 | 230-260 °C | 0,5–0,7 % | Hohe Schlagfestigkeit |
| PA Nylon | 75-90 | 190-250 °C | 0,7–1,5 % | Hohe Verschleißfestigkeit |
| SPÄHEN | 85-90 | 343°C | 1,2–1,5 % | Hochleistungsmaterial |
| PEI (Ultem) | 78-83 | 217-222°C | 0,5–0,7 % | Hohe Hitzebeständigkeit |
| PPS (Polyphenylensulfid) | 80-100 | 200-240 °C | 0,6–1,4 % | Chemische Beständigkeit, thermische Stabilität, mechanische Festigkeit |

Die Spezifikationen für das Einlegeverfahren
| Name einfügen | Material | Abmessungen | Gewicht | Herstellungsverfahren |
|---|---|---|---|---|
| Messingeinsatz | Messing | Verschieden | Variiert | Bearbeitung |
| Edelstahleinsatz | Edelstahl | Verschieden | Variiert | Bearbeitung |
| Aluminiumeinsatz | Aluminium | Verschieden | Variiert | Bearbeitung |
| Keramikeinsatz | Keramik | Verschieden | Variiert | Pressen und Sintern |
| Glaseinsatz | Glas | Verschieden | Variiert | Formen |
| Metallbeschichtung | Verschiedene Metalle | Verschieden | Variiert | Überzug |
| Chipeinsatz | Silizium | Verschieden | Variiert | Herstellung |
| Wafer-Einsatz | Silizium | Verschieden | Variiert | Herstellung |
| Kabeleinführung | Kupfer und Isolierung | Verschieden | Variiert | Extrusion |
| Leiterplatteneinsatz | Verbundwerkstoff | Verschieden | Variiert | Laminierung und Ätzung |
Produktionsprozess für Einlegeteile
| Prozessschritt | Beschreibung | Anmerkungen |
|---|---|---|
| Materialvorbereitung | Bereiten Sie die benötigten Kunststoffgranulate und Einsätze vor. | Stellen Sie sicher, dass die Materialien trocken sind. |
| Schimmelpilzinstallation | Montieren Sie die Form an der Spritzgießmaschine. | Prüfen Sie, ob der Schimmel sauber ist. |
| Einschubplatzierung | Die Einsätze korrekt in die Form einsetzen. | Stellen Sie sicher, dass die Einsätze präzise positioniert sind. |
| Spritzgießen | Die Spritzgießmaschine läuft an und füllt den Formhohlraum mit Kunststoff. | Kontroll-Einspritzparameter |
| Kühlung und Ausstoß | Nach dem Abkühlen die Form öffnen und das fertige Teil auswerfen. | Prüfen Sie die Teilequalität. |
| Qualitätsprüfung | Prüfen Sie, ob das Teil die Anforderungen an Abmessungen, Festigkeit usw. erfüllt. | Führen Sie die erforderlichen Qualitätsprüfungen durch. |
Unsere typischen, im Spritzgussverfahren hergestellten Bauteile
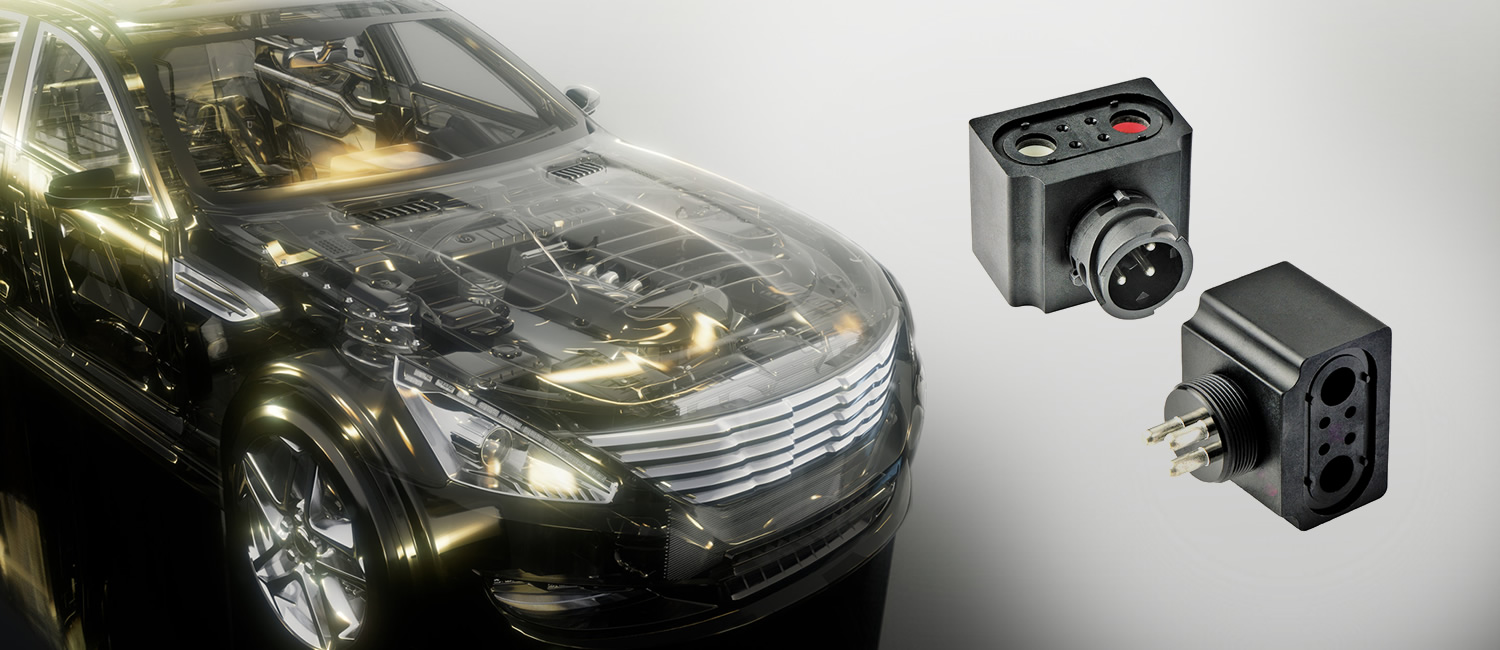
Zahlreiche Branchen profitieren von der Integration von Umspritzteilen in ihre Bauteilkonstruktion. Die Präzisions-Umspritzverfahren von Ming-Li decken ein breites Branchenspektrum ab, darunter Militär, Automobilindustrie, Wechselrichtermodule, Umrichter, Leistungselektronik, Elektrotechnik, Medizintechnik, Biowissenschaften, Bankausrüstung, Luft- und Raumfahrt, Schiffbau, Möbel und Baukomponenten.
Zu den hergestellten Arten von Einlege-/Umspritzverfahren gehören:
- • Elektrische und elektronische Anschlüsse
- • Elektrische und elektronische Kontakte und Steckverbinder
- • Wechselrichtermodule

- • Konverter
- • Leistungssteuergeräte
- • Autoteile
- • Schalter
- • Mechanische Baugruppen
- • Sensoren für die Lebenswissenschaften
- • Umspritzung von Motorrotor-Stator-Laminatstapeln
- • Magnetventil
- • Medizinische Instrumente
- • Befestigungselemente
- • Zahnräder
Übersicht über die Konstruktion von Spritzguss- und Umspritzformen
Die Richtlinien für die Werkzeugkonstruktion unserer grundlegenden Einlege- und Umspritzverfahren beinhalten wichtige Überlegungen zur Werkzeugkonstruktion, um die Herstellbarkeit der Teile zu verbessern, das kosmetische Erscheinungsbild zu erhöhen und die Gesamtproduktionszeit zu verkürzen.
Das Umspritzen von Spritzgussteilen ist ein komplexes Verfahren, insbesondere aufgrund der vielen Einflussfaktoren und der Gefahr, Fehler in unzähligen Spritzgussteilen zu reproduzieren. Ming-Li bietet Dienstleistungen im Bereich Umspritzen an und kann bereits in der frühen Phase der Teilekonstruktion konsultiert werden. Unsere Expertise in den verschiedenen Prozessen hilft, die zahlreichen Fallstricke zu vermeiden, die die erfolgreiche Fertigung eines Bauteils gefährden können.
Bei der Konstruktion von Umspritzteilen gelten einige Faustregeln: Die Kanten der Umspritzung sollten nicht auslaufen, sondern abrupt und in voller Stärke an einem Anschlag oder in einer Vertiefung enden. Die Oberflächenstruktur der Umspritzung kann das Entformen deutlich erleichtern. Sie vermittelt zudem den Eindruck, dass sich das Teil weicher anfühlt, als es tatsächlich ist, und kaschiert etwaige Fehler des Formprozesses. Ausreichende Entformungsschrägen tragen ebenfalls zur Entformung bei. Formenkonstrukteure müssen der Gestaltung von Anguss und Entlüftung besondere Aufmerksamkeit widmen.
Bei der Verwendung von Spritzgussverfahren können Konstrukteure mit einigen besonderen Herausforderungen konfrontiert werden. Die Vorteile der erhöhten Festigkeit und Vielseitigkeit müssen gegen den Bedarf an einer sorgfältigeren Prüfung der fertigungsgerechten Konstruktion abgewogen werden. Hier einige hilfreiche Richtlinien:
- Das größte Problem ist die Schrumpfung des Harzes. Dadurch entstehen Spannungen im Bereich des Formteils, die mit der Zeit zu Rissen führen können, insbesondere wenn das Bauteil mechanischer Spannung ausgesetzt ist. Dem können Sie folgendermaßen entgegenwirken:
- • Verwenden Sie ein Harzmaterial mit einer relativ geringen Schrumpfungsrate.
- • Verwenden Sie ein mit Füllstoffen verstärktes Harzmaterial.
- • Umgeben Sie den Einsatz mit einer größeren Kunststofffläche.
- • Stützen Sie den Einsatz mit Ansätzen und Rippen ab.
- • Die Einsätze vor dem Formen vorwärmen. Dadurch können Harz und Einsatz gleichzeitig abkühlen und schrumpfen, wodurch ein Teil der Spannungen zwischen den Materialien abgebaut wird.
- Verwenden Sie vorgefertigte Einsätze mit gerändelten Oberflächen, um diese besser zu fixieren.
- Um die Belastung zu reduzieren, sollten Sie scharfe Ecken vermeiden und stattdessen abgerundete Profile verwenden.
- Die Einsätze sollten so konstruiert sein, dass sie leicht vertieft sind. Dies trägt dazu bei, Beschädigungen des Werkzeugs zu vermeiden.

Anwendung der Röntgen-Computertomographie (CT) und 3D-Scans zur Inspektion von Spritzgussteilen von Ming-Li
1. Einführung in die Röntgen-Computertomographie (CT) und 3D-Scanning für Inspektionszwecke
Die 3D-Röntgen-Computertomographie (CT) ist ein fortschrittliches, zerstörungsfreies Prüfverfahren zur Untersuchung der äußeren und inneren Merkmale von Spritzgussteilen. Diese Technologie erzeugt detaillierte 3D-Bilder, die eine umfassende Prüfung ermöglichen und sicherstellen, dass die Teile strenge Qualitätsstandards erfüllen.
2. Wichtigste Anwendungen der Röntgen-Computertomographie (3D-Scanning) bei der Inspektion von Spritzgussteilen
-
• Überprüfung der internen Struktur: Röntgen-Computertomographie (CT) ermöglicht es Herstellern, die Positionierung von Einsätzen im Formteil zu überprüfen, ohne das Bauteil öffnen zu müssen. Dadurch wird sichergestellt, dass die Einsätze korrekt positioniert und vollständig umschlossen sind, wodurch Probleme wie Fehlausrichtung oder unvollständige Verklebung vermieden werden.
-
• Erkennung von Lufteinschlüssen und Defekten: Die Technologie ist hochwirksam bei der Erkennung von Lufteinschlüssen, Rissen oder anderen inneren Defekten, die die Integrität und Leistungsfähigkeit des Spritzgussteils beeinträchtigen könnten. Diese Defekte sind mit herkömmlichen Prüfmethoden oft nicht sichtbar, weshalb Röntgen-Computertomographie-Scans besonders wertvoll sind.
-
• Maßgenauigkeits- und Toleranzprüfung: Die 3D-Röntgen-Computertomographie (CT) ermöglicht präzise Messungen komplexer Geometrien im Spritzgussteil und gewährleistet so, dass alle Maße innerhalb der vorgegebenen Toleranzen liegen. Dies ist entscheidend für die Funktionalität und Zuverlässigkeit des Bauteils, insbesondere in Anwendungen, bei denen höchste Präzision erforderlich ist.
-
• Materialintegrität und Haftung: Die Technologie ermöglicht auch die Beurteilung der Haftungsqualität zwischen dem Einsatz und dem umgebenden Kunststoff. Durch die Analyse der Grenzfläche zwischen verschiedenen Materialien können Röntgen-Computertomographie-Scans potenzielle Schwachstellen oder unvollständige Haftungen identifizieren, die zu einem Bauteilversagen führen könnten.
3. Vorteile der Röntgen-Computertomographie für die Inspektion
-
• Zerstörungsfreie Prüfung: Im Gegensatz zu herkömmlichen Methoden, die unter Umständen eine Demontage oder das Zerschneiden des Bauteils erfordern, ist die Röntgen-Computertomographie (CT) ein völlig zerstörungsfreies Verfahren, das es ermöglicht, das Bauteil ohne jegliche physische Veränderung zu untersuchen.
-
• Umfassende Analyse: Die Möglichkeit, ein vollständiges 3D-Bild des Bauteils zu erzeugen, ermöglicht eine gründlichere Inspektion im Vergleich zu oberflächlichen Methoden und stellt sicher, dass alle potenziellen Probleme erkannt und behoben werden.
-
• Effizienz in der Qualitätskontrolle: Röntgen-CT-Scans optimieren den Qualitätskontrollprozess, indem sie Fehler schnell erkennen, den Bedarf an mehreren Inspektionsschritten reduzieren und das Risiko unentdeckter Probleme minimieren.
4. Branchenbeispiele für die Röntgen-Computertomographie bei der Inspektion von Spritzgussteilen
-
• Automobilteile: In der Automobilindustrie wird das Einlegeverfahren für Bauteile eingesetzt, die eine Kombination aus Metall und Kunststoff erfordern. Die Röntgen-Computertomographie (CT) gewährleistet durch die gründliche Prüfung der inneren Strukturen und Materialübergänge, dass diese Bauteile die Sicherheits- und Haltbarkeitsstandards erfüllen.
-
• Medizinprodukte: Bei Medizinprodukten, wo selbst geringfügige Defekte erhebliche Folgen haben können, bietet die Röntgen-Computertomographie die Präzision und Zuverlässigkeit, die erforderlich ist, um sicherzustellen, dass alle Teile die strengen Anforderungen der Gesundheitsbranche erfüllen.
-
• Unterhaltungselektronik: In der Elektronik, wo die Platzierung und Integrität leitfähiger Einsätze von entscheidender Bedeutung sind, stellt die Röntgen-Computertomographie sicher, dass die Teile frei von Fehlern sind, die die Leistung beeinträchtigen könnten, wie z. B. Fehlausrichtung oder unvollständige Verkapselung.
Die 3D-Röntgen-Computertomographie (CT) ist eine Schlüsseltechnologie für die Prüfung von Spritzgussteilen und bietet unübertroffene Genauigkeit und Zuverlässigkeit. Durch detaillierte Einblicke in die inneren Strukturen dieser Teile unterstützt sie Hersteller bei der Einhaltung hoher Qualitätsstandards und gewährleistet so die Funktionalität und Langlebigkeit der Endprodukte.

Unsere Insert-Molding-Technologie-Anwendung für die nächste Generation umweltfreundlicher Automobile
Die Insert-Molding-Technologie findet in letzter Zeit breite Anwendung bei Wechselrichtern, Wandlern und Leistungsmodulen für Elektrofahrzeuge. Das Insert-Molding-Verfahren von Ming-Li ist ein Spritzgussverfahren, bei dem ein thermoplastisches Material um ein oder mehrere Einsätze geformt wird, wodurch eine fest verbundene, integrierte Baugruppe entsteht. Wir kombinieren unser Wissen über Metalleinsätze, Galvanisierung und Spritzguss, um technisch hochwertige Bauteile herzustellen. Wir haben unser Insert-Molding-Verfahren für das Wechselrichtermodul zur Steuerung von Hochspannungsmotoren, den DC/DC-Wandler und das Sekundärbatteriemodul für Automobile ausgewählt.

Das Umspritzen bietet mehrere Vorteile, die es in verschiedenen Branchen zu einem wünschenswerten Herstellungsverfahren machen:
Verbesserte Produktleistung: Durch Umspritzen lassen sich verschiedene Materialien mit sich ergänzenden Eigenschaften kombinieren. So kann beispielsweise ein starres Substrat mit einem weichen, elastischen Material ummantelt werden, um Griffigkeit, Dämpfung oder Stoßfestigkeit zu verbessern. Diese Materialkombination kann die Gesamtleistung und Funktionalität des Produkts steigern.
Verbesserte Produkthaltbarkeit: Durch das Aufbringen einer Schutzschicht auf das Substrat kann die Haltbarkeit und Lebensdauer eines Produkts durch Umspritzen erhöht werden. Das umspritzte Material schützt das Substrat vor Abrieb, Stößen, Feuchtigkeit und anderen Umwelteinflüssen und verlängert so die Lebensdauer des Produkts.
Verbesserte Ergonomie und höherer Komfort: Durch Umspritzen lassen sich Produkte mit ergonomischen Merkmalen wie Softgriffen und Konturen ausstatten, was den Benutzerkomfort erhöht und die Ermüdung bei längerem Gebrauch reduziert. Dies ist besonders vorteilhaft für Handwerkzeuge, Griffe und andere Produkte, bei denen der Benutzerkomfort von entscheidender Bedeutung ist.
Individuelle Ästhetik: Durch das Umspritzen lassen sich verschiedene Farben, Texturen und Oberflächen integrieren, sodass Designer optisch ansprechende und ästhetisch ansprechende Produkte gestalten können. Diese Individualisierung kann die Markenidentität und die Marktattraktivität steigern.
Reduzierte Montage- und Arbeitskosten: Durch das Umspritzen werden mehrere Fertigungsschritte in einem einzigen Prozess vereint, wodurch der Bedarf an Montage und arbeitsintensiven Arbeitsgängen reduziert wird. Dies kann zu Kosteneinsparungen und einer höheren Produktionseffizienz führen.
Designflexibilität: Das Umspritzen bietet Designern mehr Flexibilität bei der Produktgestaltung und ermöglicht die Realisierung komplexer Formen und Geometrien, die mit traditionellen Fertigungsmethoden schwierig oder gar unmöglich zu realisieren wären. Diese Flexibilität ermöglicht die Entwicklung innovativer und einzigartiger Produkte.
Verbesserte Abdichtung und Wasserdichtigkeit: Durch Umspritzen lässt sich eine hermetische Abdichtung um elektronische Bauteile oder andere empfindliche Teile herstellen, wodurch diese vor Feuchtigkeit, Staub und anderen Verunreinigungen geschützt werden. Dies ist besonders wichtig in Anwendungen, die Wasserdichtigkeit und Abdichtung gegen Umwelteinflüsse erfordern.
Geräusch- und Vibrationsdämpfung: Durch Umspritzen lassen sich Vibrationen dämpfen und Geräusche reduzieren, indem eine Polsterschicht zwischen beweglichen Teilen oder Komponenten gebildet wird. Dies ist vorteilhaft in Anwendungen, bei denen Geräuschreduzierung und Vibrationskontrolle wichtig sind, wie beispielsweise bei Automobilkomponenten und Handgeräten.
Insgesamt bietet das Umspritzen eine vielseitige und effektive Lösung zur Verbesserung der Produktleistung, Haltbarkeit, Ästhetik und Benutzerfreundlichkeit in einer Vielzahl von Branchen und Anwendungen.

Bei komplexen Spritzgussteilen kann zunächst ein Vorformling und anschließend ein Umspritzverfahren durchgeführt werden.
Bei komplexen Spritzgussteilen kann es in manchen Fällen vorteilhaft sein, ein mehrstufiges Verfahren anzuwenden, bei dem der Einsatz vor dem eigentlichen Umspritzen vorgeformt wird. Dieser Ansatz bietet mehrere Vorteile:
Optimierte Einlegepositionierung: Durch das Vorformen des Einsatzes kann eine präzise Positionierung im Formhohlraum vor Beginn des Umspritzprozesses sichergestellt werden. Dies ist besonders wichtig bei komplexen Teilen mit mehreren Einsätzen oder komplizierten Geometrien, bei denen die exakte Ausrichtung für Funktionalität und Leistung entscheidend ist.
Verbesserte Haftung und Verbindung: Durch das Vorformen des Einsatzes wird eine bessere Haftung und Verbindung zwischen Einsatz und Umspritzmaterial ermöglicht. Dies führt zu einer stärkeren und zuverlässigeren Verbindung und erhöht somit die Gesamthaltbarkeit und Integrität des Bauteils.
Verringerte Einsatzbewegung oder -verschiebung: Durch das Vorformen des Einsatzes kann eine Bewegung oder Verschiebung während des Umspritzprozesses verhindert werden, wodurch sichergestellt wird, dass der Einsatz sicher im Formhohlraum fixiert bleibt. Dies ist besonders vorteilhaft für Einsätze, die beim Spritzgießen zum Verrutschen oder Verdrehen neigen.
Verbesserte Kontrolle über den Materialfluss: Durch das Vorformen des Einsatzes lässt sich der Fluss des geschmolzenen Kunststoffs um den Einsatz während des Umspritzprozesses besser steuern. Dadurch wird das Risiko von Lufteinschlüssen, Hohlräumen oder Defekten im umspritzten Material minimiert, was zu einem qualitativ hochwertigeren Endprodukt führt.
Optimierter Fertigungsprozess: Das Vorformen des Einsatzes stellt zwar einen zusätzlichen Fertigungsschritt dar, kann aber die Gesamtproduktion optimieren, indem der Umspritzprozess optimiert und das Risiko von Nacharbeit oder Ausschuss aufgrund von Fehlausrichtung des Einsatzes oder Haftungsproblemen verringert wird.
Es ist jedoch unerlässlich, die spezifischen Anforderungen des Bauteils zu bewerten und Faktoren wie Materialverträglichkeit, Prozesskomplexität, Produktionsvolumen und Wirtschaftlichkeit zu berücksichtigen, um zu entscheiden, ob Einsätze vor dem Umspritzen vorgeformt werden sollen. In manchen Fällen kann ein einstufiges Umspritzverfahren ausreichend und praktischer sein, insbesondere bei einfacheren Bauteilen oder wenn Zeit- und Kostenbeschränkungen eine wichtige Rolle spielen.

Schlüsselelemente der Insert-Molding-Technologie
Werkzeugkonstruktion: Die Werkzeugkonstruktion ist beim Einlegeverfahren entscheidend. Sie muss die Einsätze aufnehmen und einen optimalen Materialfluss um die Einsätze herum gewährleisten, um die gewünschte Form und die erforderlichen Eigenschaften des fertigen Teils zu erzielen. Zu den Aspekten der Werkzeugkonstruktion gehören die Angusslage, die Entlüftung, die Kühlkanäle und die Auswurfmechanismen.
Auswahl des Einsatzmaterials: Die Wahl des geeigneten Einsatzmaterials ist entscheidend für die Erzielung der gewünschten mechanischen, thermischen und chemischen Eigenschaften des fertigen Bauteils. Gängige Einsatzmaterialien sind Metalle (z. B. Messing, Stahl), Kunststoffe und Keramik. Die Auswahl erfolgt anhand von Faktoren wie Festigkeit, Leitfähigkeit und Kompatibilität mit dem Umspritzmaterial.
Materialauswahl für das Umspritzen: Die Wahl des richtigen Umspritzmaterials ist entscheidend für die gewünschte Leistung, Ästhetik und Funktionalität des fertigen Bauteils. Zu berücksichtigende Faktoren sind die Materialverträglichkeit mit dem Einsatz und dem Substrat, die mechanischen Eigenschaften (z. B. Härte, Flexibilität), die thermische Stabilität und die Beständigkeit gegenüber Umwelteinflüssen.
Vorbereitung der Einsätze: Eine sorgfältige Vorbereitung der Einsätze ist unerlässlich für eine gute Haftung und Verbindung mit dem Umspritzmaterial. Oberflächenbehandlungsverfahren wie Reinigen, Aufrauen oder das Auftragen von Haftvermittlern können erforderlich sein, um die Verbindung zwischen Einsatz und Umspritzmaterial zu verbessern.
Prozessparameter für das Spritzgießen: Die Optimierung der Prozessparameter beim Spritzgießen, wie Temperatur, Druck, Einspritzgeschwindigkeit und Abkühlzeit, ist unerlässlich, um eine gleichmäßige Füllung des Formhohlraums zu erreichen, Fehler zu minimieren und Maßgenauigkeit und Teilequalität zu gewährleisten.
Formtemperaturregelung: Die präzise Steuerung der Werkzeugtemperatur ist entscheidend für eine gleichbleibende Teilequalität und minimale Zykluszeiten. Eine korrekte Temperaturregelung beugt Verzug, Schrumpfung und anderen Formfehlern vor und fördert gleichzeitig einen optimalen Materialfluss und die Teilekonsolidierung.
Qualitätskontrolle und Inspektion: Die Implementierung robuster Qualitätskontrollmaßnahmen und Prüfverfahren ist unerlässlich, um die Maßgenauigkeit, Oberflächenbeschaffenheit und mechanischen Eigenschaften von Spritzgussteilen sicherzustellen. Zu den Prüfmethoden gehören Sichtprüfung, Dimensionsmessung sowie Prüfungen der Materialeigenschaften und der Haftfestigkeit.
Automatisierung und Robotik: Der Einsatz von Automatisierung und Robotik in Spritzgussverfahren steigert Produktivität, Wiederholgenauigkeit und Effizienz und reduziert gleichzeitig Arbeitskosten und Zykluszeiten. Automatisierte Systeme übernehmen das Einlegen der Einsätze, die Teilehandhabung und die Qualitätskontrolle, was zu einem höheren Durchsatz und einer gleichbleibenden Produktion führt.
Durch die effektive Berücksichtigung dieser Schlüsselelemente können Hersteller die Insert-Molding-Technologie optimieren, um qualitativ hochwertige Teile mit komplexen Geometrien, integrierten Funktionen und verbesserter Leistung für verschiedene Anwendungen in unterschiedlichen Branchen herzustellen.

Ming-Li-Kompetenz für die Insert-Molding-Technologie
Integration von Einsätzen: Beim Einlegen von Einsätzen werden vorgeformte Einsätze, typischerweise aus Metall oder einem anderen Material, in den Formhohlraum integriert, bevor flüssiger Kunststoff um sie herum eingespritzt wird. Diese Integration ermöglicht es, die Vorteile verschiedener Materialien in einem einzigen Bauteil zu vereinen.
Verbesserte Festigkeit und Funktionalität: Durch das Einbringen von Einsätzen in Kunststoffteile lassen sich Festigkeit, Steifigkeit und Funktionalität beim Umspritzen verbessern. Die Einsätze können strukturelle Unterstützung, Verstärkung oder spezifische Merkmale bieten, die die Leistung des fertigen Teils optimieren.
Reduzierte Montageschritte: Das Einlegeverfahren reduziert den Montageaufwand, indem mehrere Komponenten zu einem einzigen Teil kombiniert werden. Dies optimiert den Fertigungsprozess, senkt die Arbeitskosten und minimiert das Risiko von Montagefehlern.
Designflexibilität: Das Einlegeverfahren bietet hohe Designflexibilität und ermöglicht die Herstellung komplexer Geometrien, integrierter Funktionen und Baugruppen aus verschiedenen Materialien. Konstrukteure können innovative Lösungen realisieren und die Bauteilleistung optimieren, um spezifische Anforderungen zu erfüllen.
Materialverträglichkeit: Die Auswahl kompatibler Materialien für den Einsatz und das umspritzte Kunststoffteil ist entscheidend für eine starke Verbindung und die Integrität des Endprodukts. Zu den Verträglichkeitsaspekten gehören Haftung, Wärmeausdehnungskoeffizient und chemische Beständigkeit.
Prozesssteuerung beim Spritzgießen: Die präzise Steuerung der Prozessparameter beim Spritzgießen, wie Temperatur, Druck und Einspritzgeschwindigkeit, ist entscheidend für eine gleichmäßige Füllung des Formhohlraums und die Minimierung von Fehlern. Eine korrekte Prozesssteuerung gewährleistet eine gleichbleibende Teilequalität und Maßgenauigkeit.
Vorbereitung und Handhabung der Einsätze: Eine sachgemäße Vorbereitung und Handhabung der Einsätze ist notwendig, um eine gute Haftung und Verbindung mit dem umspritzten Kunststoff zu gewährleisten. Oberflächenbehandlungstechniken wie Reinigen, Aufrauen oder das Auftragen von Haftvermittlern können erforderlich sein, um die Haftung zu verbessern.
Qualitätssicherung und Inspektion: Die Implementierung robuster Qualitätssicherungsmaßnahmen und Prüfverfahren ist unerlässlich, um die Maßgenauigkeit, Oberflächenbeschaffenheit und mechanischen Eigenschaften von Spritzgussteilen sicherzustellen. Zu den Prüfmethoden gehören Sichtprüfung, Dimensionsmessung und Materialprüfung.
Kostenaspekte: Obwohl das Einlegeverfahren zahlreiche Vorteile bietet, darunter weniger Montageschritte und eine verbesserte Bauteilleistung, müssen Hersteller die Kosten für Werkzeuge, Material und Arbeitskräfte berücksichtigen. Kosteneffiziente Produktionsstrategien sollten eingesetzt werden, um die gesamten Fertigungskosten zu optimieren.
Anwendungsvielfalt: Die Insert-Molding-Technologie findet in verschiedenen Branchen Anwendung, darunter Automobilindustrie, Elektronik, Medizintechnik, Konsumgüter und Industrieanlagenbau. Sie eignet sich zur Herstellung einer breiten Palette von Bauteilen wie Steckverbindern, Gehäusen, Griffen und Sensoren.
Durch das Verständnis und die effektive Steuerung dieser Schlüsselfaktoren können Hersteller die Insert-Molding-Technologie nutzen, um qualitativ hochwertige und kostengünstige Teile herzustellen, die den anspruchsvollen Anforderungen moderner Anwendungen gerecht werden.
Ming-Li Präzisions-Einlegetechnik-Automatisierung und Robotik
Die neue Entwicklung für die Insert-Molding-Technologie
Die Insert-Molding-Technologie entwickelt sich stetig weiter, angetrieben durch die Nachfrage nach komplexeren, integrierten und kostengünstigeren Fertigungslösungen in verschiedenen Branchen. Hier einige aktuelle Entwicklungen in diesem Bereich:
-
Kompatibilität mit fortschrittlichen Materialien :
- • Entwicklung von Einlegetechnikmaterialien, die mit einer breiteren Palette von Substraten kompatibel sind, darunter Metalle, Keramik, Glas und Verbundwerkstoffe.
- • Einführung von technischen Thermoplasten mit verbesserten Hafteigenschaften, die eine zuverlässige Verbindung zwischen dem Einsatz und dem geformten Kunststoffmaterial ermöglichen.
-
Mehrkomponenten-Einlegetechnik :
- • Fortschritte bei Mehrkomponenten-Einlegetechnikverfahren, die das gleichzeitige Umspritzen mehrerer Einsätze mit unterschiedlichen Materialien in einem einzigen Formzyklus ermöglichen.
- • Integration ungleicher Materialien mit unterschiedlichen Eigenschaften, wie z. B. starrer und flexibler Kunststoffe, zur Herstellung komplexer Bauteile mit maßgeschneiderten Funktionalitäten.
-
Präzisionsformverfahren :
- • Einsatz fortschrittlicher Formgebungsverfahren, wie z. B. Mikro-Einlegetechnik und Nano-Einlegetechnik, zur Herstellung von Miniaturbauteilen mit hoher Präzision und engen Toleranzen.
- • Einsatz von hochauflösenden Formen, Werkzeugen im Mikromaßstab und ultrapräzisen Bearbeitungstechniken zur Erzielung komplexer Merkmale und Mikrostrukturen in spritzgegossenen Teilen.
-
Automatisierung und Robotik einsetzen :
- • Integration von automatisierten Handhabungssystemen und Robotik für die präzise und effiziente Platzierung von Einsätzen in den Formhohlraum.
- • Einsatz von Bildverarbeitungssystemen, Sensoren und Rückkopplungssteuerungen zur Gewährleistung einer genauen Positionierung und Ausrichtung der Einsätze während des Formprozesses, wodurch die Zykluszeiten verkürzt und die Wiederholgenauigkeit verbessert werden.
-
Eingebettete Elektronik und Sensoren :
- • Integration von elektronischen Bauteilen, Sensoren und Mikrochips in Spritzgussteile zur Erweiterung von Intelligenz, Konnektivität und Funktionalität.
- • Entwicklung von Umspritztechniken zum Verkapseln empfindlicher elektronischer Bauteile und zur Herstellung hermetisch abgedichteter Gehäuse für raue Umgebungen.
-
Oberflächenmodifizierung und Beschichtungen :
- • Fortschritte bei Oberflächenbehandlungstechnologien zur Verbesserung der Haftung zwischen Einsätzen und Kunststoffmaterialien, wie z. B. Plasmabehandlung, Koronaentladung und chemisches Ätzen.
- • Anwendung von Funktionsbeschichtungen und Oberflächenbehandlungen an Einsätzen zur Verbesserung der Verschleißfestigkeit, Korrosionsbeständigkeit und Oberflächengüte der Formteile.
-
In-Mold-Montage und -Verbindung :
- • Integration von Montage- und Fügetechniken im Formprozess, wie z. B. Ultraschallschweißen, Laserschweißen und Wärmeverstemmen, zum Anbringen von Einsätzen an Formteilen während des Formprozesses.
- • Entwicklung von Hybrid-Formverfahren, die das Einlegeverfahren mit der Montage im Formwerkzeug kombinieren, um in einem einzigen Arbeitsgang vollständig montierte Bauteile herzustellen.
-
Nachhaltigkeit und Recyclingfähigkeit :
- • Einführung umweltfreundlicher Materialien und Verfahren für das Insert-Molding, einschließlich biobasierter Kunststoffe, recycelter Materialien und geschlossener Recyclingkreisläufe.
- • Optimierung der Formgebungsparameter und Materialzusammensetzungen zur Minimierung von Abfall, Energieverbrauch und Umweltbelastung während des gesamten Herstellungsprozesses.
-
Anpassung und Personalisierung :
- • Anpassung der Spritzgusslösungen an die spezifischen Kundenanforderungen, einschließlich Designflexibilität, Materialauswahl und Teilegeometrie.
- • Integration von additiven Fertigungs- und Rapid-Prototyping-Technologien zur schnellen Iteration und Anpassung von Spritzgussteilen in Produktentwicklungszyklen.
Diese Entwicklungen in der Umspritztechnologie treiben Innovationen in Branchen wie der Automobil-, Elektronik-, Medizintechnik-, Konsumgüter- und Luft- und Raumfahrtindustrie voran und ermöglichen die Herstellung komplexerer, funktionalerer und integrierter Bauteile mit verbesserter Leistung und Kosteneffizienz. Kontinuierliche Forschungs- und Entwicklungsarbeiten werden die Möglichkeiten und Anwendungsbereiche der Umspritztechnologie zukünftig voraussichtlich weiter ausbauen.


Überblick über das Insert-Molding-Verfahren
1. Design und Materialauswahl:
- Der Prozess beginnt mit einer präzisen Konstruktionsplanung, bei der die Materialverträglichkeit zwischen Einsatz und Kunststoff von entscheidender Bedeutung ist. Ingenieure wählen Materialien aus, die sich gegenseitig ergänzen, um eine optimale thermische und chemische Bindung zu gewährleisten. Gängige Materialien für Einsätze sind Metalle, Keramik und Hochleistungskunststoffe.
2. Vorbereitung der Einlage:
- • Vorgeformte Einsätze werden gereinigt und gegebenenfalls vorbehandelt, um die Haftung am geschmolzenen Kunststoff zu verbessern. Dieser Schritt ist unerlässlich, um zu verhindern, dass Verunreinigungen den Formgebungsprozess beeinträchtigen. Je nach Anwendung können die Einsätze auch beschichtet oder grundiert werden.
3. Formeinrichtung:
- • Spezielle Formen werden entwickelt und gefertigt, um die Einsätze aufzunehmen. Diese Formen müssen nicht nur präzise auf den Einsatz passen, sondern auch eine einfache Platzierung und korrekte Ausrichtung während des Formprozesses ermöglichen.
4. Spritzgießen:
- Das Kunststoffmaterial wird erhitzt, bis es flüssig ist, und in die Form eingespritzt, wo es den Einsatz umschließt. Dieser Schritt erfordert eine präzise Steuerung der Spritzgießparameter wie Druck, Temperatur und Spritzgeschwindigkeit, um Qualität und Konsistenz zu gewährleisten.
5. Abkühlung und Erstarrung:
- Nach dem Einspritzen muss der Kunststoff um den Einsatz herum abkühlen und aushärten. Kühlsysteme im Werkzeug führen dem Kunststoff Wärme ab und gewährleisten so ein korrektes Aushärten sowie die Einhaltung der Abmessungen des fertigen Teils.
6. Auswurf und Endbearbeitung:
- Sobald der Kunststoff ausgehärtet ist, wird das fertige Teil aus der Form entnommen. Zu den Nachbearbeitungsschritten können das Entfernen von überschüssigem Material, das Polieren oder Lackieren des Teils gehören, um dessen Aussehen oder Funktion zu verbessern.
Dieser optimierte Prozessablauf ermöglicht ein umfassendes Verständnis jeder einzelnen Phase des Insert-Molding-Verfahrens und hebt die technischen Feinheiten hervor, die den Erfolg des Herstellungsprozesses gewährleisten.

Ming-Li-Fähigkeiten im Bereich des Einlegeverfahrens
Ming-Li Precision zeichnet sich durch herausragende Kompetenz im Bereich des Umspritzens aus. Das Unternehmen integriert fortschrittliche Kunststoffspritzgusstechniken, präzise Werkzeugkonstruktion und -fertigung sowie ein umfassendes Qualitätsmanagementsystem (TQM). Mit über 1.000 gefertigten Umspritzwerkzeugen und mehr als 50 Millionen hergestellten Umspritzteilen ist Ming-Li ein zuverlässiger Partner für weltweit führende Unternehmen, die hochwertige Umspritzprodukte suchen.
-
• Interne CPK-Rate:≥ 1,33
-
• Toleranzbereich:Bis zu +/-0,01 mm
-
• Formgröße:600 mm (L) × 600 mm (B) × 600 mm (H); bis zu 2.000 kg
-
• Monatliche Kapazität:20 Formensätze / Werkzeuge / Matrizen; 8 Millionen Stück / Spritzgussteile (Umspritzen & Einlegeteile)
Ming-Li-Kompetenzen im Bereich des Einlegeverfahrens
| Artikel | Beschreibung |
|---|---|
| Erfahrung mit Einlegeformen | Über 1.000 Sets von hergestellten Einlegeformen |
| Erfahrung in der Herstellung von Einlegeteilen | Mehr als 50 Millionen umspritzte Teile hergestellt |
| Vertikale Spritzgießmaschinen | Tonnagebereich: 35 t bis 250 t Maximale Produktgröße: 8,5 x 11 x 6 Zoll (216 x 279 x 150 mm) |
| Horizontale Spritzgießmaschinen | Tonnagebereich: 60 t bis 200 t Maximales Produktgewicht: 0,1 g bis 500 g |
| Formpräzision | Formgenauigkeit: ± 0,0015 mm Produktgenauigkeit: ± 0,01~0,05 mm |
| Unterstützung bei Konstruktion und Fertigung | Umfassende Unterstützung von der Konzeptentwicklung bis zur Auslieferung des Endprodukts Verwendet Autodesk Moldflow für die Formfüllanalyse. |
| Schimmelpflege und -management | Regelmäßige Inspektionen, präzise Justierungen und notwendige Reparaturen Gewährleistet, dass die Formen während ihrer gesamten Lebensdauer in optimalem Zustand bleiben. |
| Qualitäts- und Umweltmanagement-Zertifizierungen | ISO / IATF 16949 Zertifizierung |

Spritzgießmaschinen und -ausrüstung
Die Spritzgusskapazitäten von Ming-Li werden durch eine breite Palette modernster vertikaler und horizontaler Spritzgießmaschinen unterstützt, die die Herstellung von Produkten unterschiedlicher Größen und Gewichte ermöglichen:
-
- • Tonnagebereich : 35 t bis 250 t
- • Maximale Produktgröße :
- Zoll : 8,5 x 11 x 6
- Millimeter : 216 x 279 x 150
- • Präzision :
- Formgenauigkeit : ± 0,0015 mm
- Produkt : ± 0,02~0,05 mm
-
Horizontale Spritzgießmaschinen
- • Tonnagebereich : 15 t bis 320 t
- • Maximales Produktgewicht : 0,1 g bis 500 g

Umfassende Dienstleistungen und Expertise
-
Konstruktion und Fertigung von Präzisions-Spritzgussformen :
- Ming-Li entwickelt und fertigt hochpräzise Spritzgussformen, die eine exakte Positionierung und Einbettung von Einsätzen in Kunststoffteile gewährleisten. Dank der Erfahrung aus der Produktion von über 1.000 Sätzen von Spritzgussformen werden diese individuell auf die jeweiligen Anwendungsanforderungen zugeschnitten und garantieren so optimale Leistung und langfristige Zuverlässigkeit. Das Ingenieurteam von Ming-Li arbeitet eng mit den Kunden zusammen, um potenzielle Konstruktions- oder Fertigungsprobleme frühzeitig zu erkennen, die Produktion zu optimieren und Kosten zu senken.
-
Fortschrittliche Spritzgusstechnologie :
- Mithilfe modernster Spritzgusstechnologien hat Ming-Li bereits über 50 Millionen hochwertige Spritzgussteile gefertigt. Ein Team erfahrener Spritzgussingenieure überwacht diese Technologien und gewährleistet so, dass jeder Produktionsschritt strengen Qualitätskontrollen entspricht. Dank dieser Kompetenzen kann Ming-Li Teile mit komplexen Geometrien herstellen und dabei Präzision und Langlebigkeit garantieren.
-
Schimmelpflege und -management :
- Ming-Li bietet umfassende Wartungsdienstleistungen für Formen an, um deren optimalen Zustand während ihrer gesamten Lebensdauer zu gewährleisten. Dies umfasst regelmäßige Inspektionen, präzise Justierungen und notwendige Reparaturen und sichert so gleichbleibende Qualität und langfristige Produktionsstabilität.
-
Kundenspezifische Lösungen und Designunterstützung :
- Ming-Li bietet umfassende Designunterstützung und kundenspezifische Lösungen – von der Konzeptentwicklung bis zur Auslieferung des fertigen Produkts. Das Unternehmen nutzt Tools wie Autodesk Moldflow für die Formfüllanalyse, um Kunden bei der Optimierung von Designs, der Verbesserung der Herstellbarkeit und der Steigerung der Produktleistung zu unterstützen. So wird sichergestellt, dass jedes Produkt die spezifischen Anforderungen seiner Anwendung erfüllt.
-
Qualitäts- und Umweltmanagement-Zertifizierungen :
- Das Qualitätsversprechen von Ming-Li spiegelt sich in den zahlreichen internationalen Zertifizierungen wider, darunter ISO / IATF 16949.
Die Kompetenzen von Ming-Li Precision im Bereich des Umspritzens sind umfassend und decken alles ab – von der präzisen Werkzeugkonstruktion bis hin zu fortschrittlicher Spritzgusstechnologie. Mit über 1.000 gefertigten Umspritzwerkzeugen und mehr als 50 Millionen hergestellten Umspritzteilen hat sich Ming-Li als Branchenführer etabliert. Das hohe Qualitätsbewusstsein und die technische Expertise des Unternehmens machen es zum idealen Partner für Hersteller, die hochpräzise, langlebige und umweltverträgliche Umspritzprodukte fertigen möchten. Neben effizienten Fertigungsdienstleistungen bietet Ming-Li umfassende Unterstützung in den Bereichen Design, Optimierung und Umweltverantwortung und stellt so sicher, dass alle Kundenbedürfnisse vollumfänglich erfüllt werden.

Fallstudie zur Präzisions-Einlegetechniklösung von Ming-Li
Fallstudie 1: Umspritzung von Automobilsteckverbindern
Herausforderung:
Ein Automobilhersteller benötigte robuste Steckverbinder, die hohen Temperaturen, Vibrationen und chemischer Belastung standhalten können.
Lösung:
Ming-Li Precision nutzte seine fortschrittlichen Spritzgießtechnologien, um Metalleinsätze mit Hochleistungskunststoff zu umspritzen und so eine starke Verbindung und einen hervorragenden Schutz für die Steckverbinder zu gewährleisten.
Ergebnis:
Die umspritzten Steckverbinder erfüllten alle Anforderungen an Haltbarkeit und Leistung, was zu einer verbesserten Zuverlässigkeit und einer verlängerten Produktlebensdauer in Automobilanwendungen führte.
Fallstudie 2: Gehäuse für medizinische Geräte
Herausforderung:
Ein Medizintechnikunternehmen benötigte präzise und robuste Gehäuse für seine Diagnosegeräte, um einen korrekten Sitz der elektronischen Bauteile zu gewährleisten und einer häufigen Nutzung standzuhalten.
Lösung:
Ming-Li Precision nutzte das Insert Molding, um Metalleinsätze in Kunststoffgehäuse zu integrieren und so eine präzise Ausrichtung und verbesserte strukturelle Integrität zu gewährleisten.
Ergebnis:
Die Gehäuse boten zuverlässige Leistung, präzise Passform und Langlebigkeit und verbesserten so die Gesamtqualität und Lebensdauer der Diagnosegeräte.
Fallstudie 3: Gehäuse für Unterhaltungselektronik
Herausforderung:
Ein Unternehmen der Unterhaltungselektronikbranche suchte nach robusten und ästhetisch ansprechenden Gehäusen für eine neue Produktlinie von Handgeräten, die Metalleinsätze für zusätzliche Stabilität und Funktionalität beinhalten.
Lösung:
Das Insert-Molding-Verfahren von Ming-Li Precision ermöglichte die nahtlose Integration von Metalleinsätzen in Kunststoffgehäuse und erzielte so die gewünschte Festigkeit und ästhetische Wirkung.
Ergebnis:
Die so entstandenen Gehäuse waren robust, langlebig und optisch ansprechend, was zu einer hohen Kundenzufriedenheit und einer erfolgreichen Produkteinführung führte.
Diese Fallstudien veranschaulichen die Expertise von Ming-Li Precision bei der Bereitstellung hochwertiger, zuverlässiger und kundenspezifischer Lösungen im Bereich des Spritzgießens für verschiedene Branchen.
Ming-Li-Einlegeformprojektbeispiel
Weiterführende Literatur
Für alle, die sich eingehender mit den neuesten Technologien und Trends im Bereich des Einlegeverfahrens befassen möchten, bieten die folgenden Ressourcen umfassende Einblicke:
► Insert Molding Tech bei Ming-Li
► Die Umspritzungstechnologie im Unternehmen Ming-Li
► Gängige Materialien für Einlegeteile beim Umspritzen
► Die neuesten Technologien und Trends für das Einlegeverfahren
► Gängige Werkstoffe für das Einlegeverfahren und ihre Eigenschaften
► Anwendung von Insert Molding / Overmolding bei Ming-Li Precision
► LSR-Einlegetechnik / Umspritztechnologie (P+R)
► Fortschrittliche Induktionsspulen-Einsatzformtechnologie
► Press-Fit (Fischaugen-)Anschluss- Einsatz-Spritzgießtechnologie
► Siliziumstahlblech Insert-Molding-Technologie
► Kondensator und Widerstand Insert-Molding-Technologie
► Magnet -Einsatz-Formtechnologie

Weiterführendes Verständnis für Insert Molding / Umspritzen
Dies ist nur ein kurzer Überblick über das Einlege- und Umspritzen. Sind diese Verfahren die richtige Lösung für Sie? Sind Sie sich unsicher, wie Sie sie in Ihrem nächsten Projekt einsetzen können? Kontaktieren Sie einfach unsere technischen Experten . Wir beraten Sie gerne, wie Sie mit beiden Verfahren optimale Ergebnisse erzielen.

Führend im Bereich Umspritzen/Einlegetechnik ... im Bereich Umspritzen – Ming-Li Präzision