Микролитье / Микроинжекционное литье
Мы добились высокой точности.
Ежемесячная производственная мощность : 15 комплектов/штампов. 15 миллионов деталей, изготовленных методом микролитья и микроинжекционного формования.
Благодаря сокращению времени цикла и снижению потребления материалов и энергии, можно добиться экономии затрат от 30 до 50 % по сравнению со стандартными станками.
Эта концепция позволяет расширить базовую модель станка — начиная с простого «универсального станка» для мелких деталей — до многофункциональной производственной ячейки для изготовления высокосложных микродеталей методом литья под давлением, просто соединяя модули.

Концепция стандарта, совместимого с чистыми помещениями
Стандартная конструкция рамы машины разработана для облегчения очистки. Без каких-либо конструктивных изменений ее можно комбинировать с ламинарным боксом, обеспечивающим подачу чистого воздуха класса 6 в соответствии со стандартом ISO 14644-1.КОМБИМОЛУД
Преимущества :
- Экономичность и энергоэффективность, позволяющая экономить ресурсы.
- Высокое качество деталей достигается за счет обработки термически однородного расплава.
- Обработка всех инъекционных материалов с объемом впрыска до 4 см³.
- Точный и мощный.
- Концепция стандарта, совместимого с чистыми помещениями.
- Также доступно в версии COMBMOULD.

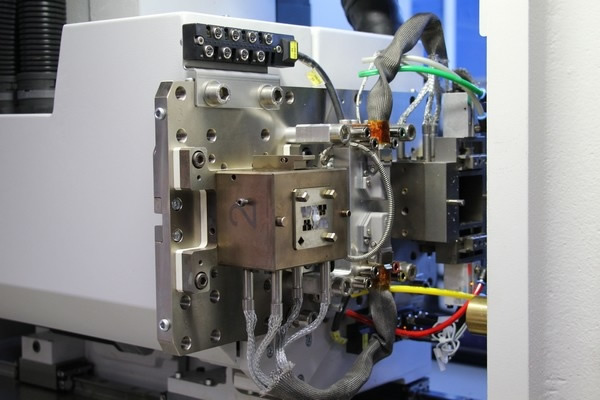
Ключевые элементы для микролитья
Микролитье под давлением — это специализированный производственный процесс, используемый для изготовления мелких, сложных пластиковых деталей с высокой точностью. Ключевые элементы успешного микролитья под давлением включают в себя:
-
Проектирование оснастки : Конструкция пресс-формы имеет решающее значение в микролитье под давлением. Она должна быть спроектирована с высокой точностью, чтобы соответствовать малым размерам и сложным особенностям микрокомпонентов. При проектировании оснастки необходимо учитывать конструкцию полости, расположение литниковых каналов, систему извлечения деталей и каналы охлаждения для обеспечения стабильного качества деталей и точности размеров.
-
Выбор материала : Выбор правильного материала имеет решающее значение в микролитье под давлением. Для производства мелких, сложных деталей предпочтительны материалы с превосходными характеристиками текучести, низкой вязкостью и высокой стабильностью размеров. В микролитье под давлением обычно используются термопласты, такие как ABS, PC, PMMA и различные конструкционные смолы.
-
Литейная машина : Микролитье под давлением требует специализированных литьевых машин, оснащенных высокоточными системами управления и возможностями микромасштабного литья. Эти машины предназначены для обеспечения точного объема впрыска, точного давления впрыска и жесткого контроля температуры для производства микродеталей с высокой повторяемостью.
-
Проверка оснастки и технологического процесса : Проверка конструкции оснастки и параметров процесса имеет важное значение в микролитье под давлением для обеспечения качества и стабильности деталей. Для проверки конструкции оснастки и установления оптимальных условий процесса проводятся анализ потока расплава, испытания пресс-форм и оптимизация процесса.
-
Параметры процесса литья под давлением : Оптимизация параметров процесса литья под давлением имеет решающее значение для достижения равномерного заполнения полостей пресс-формы и точного воспроизведения микроэлементов. Параметры процесса, такие как температура, давление, скорость впрыска и время охлаждения, тщательно контролируются для минимизации дефектов и достижения жестких допусков.
-
Системы подачи и дозирования материалов : Системы подачи и дозирования материалов играют решающую роль в микролитье под давлением, обеспечивая точный и стабильный объем впрыска. Микромасштабные дозирующие устройства и прецизионные системы дозирования используются для подачи малых количеств материала с высокой точностью и повторяемостью.
-
Техническое обслуживание и очистка оснастки : Правильное техническое обслуживание и очистка пресс-формы необходимы для предотвращения загрязнения и обеспечения стабильного качества деталей. Оснастка для микролитья под давлением требует регулярного осмотра, очистки и технического обслуживания для удаления остатков, предотвращения износа и продления срока службы инструмента.
-
Контроль качества и инспекция : Внедрение надежных мер контроля качества и процедур инспекции имеет важное значение в микролитье под давлением для проверки размеров деталей, качества поверхности и свойств материала. Для высокоточной и достоверной проверки микродеталей используется современное метрологическое оборудование, такое как оптические микроскопы и координатно-измерительные машины (КИМ).
-
Обработка и упаковка деталей : Детали, изготовленные методом микролитья под давлением, требуют бережного обращения и упаковки во избежание повреждений или деформации. Для обеспечения безопасной транспортировки и хранения микродеталей используются автоматизированные системы обработки деталей и специализированные упаковочные решения.
Эффективно решая эти ключевые задачи, производители могут оптимизировать процесс микролитья под давлением для производства мелких, сложных пластиковых компонентов с высокой точностью, аккуратностью и повторяемостью для широкого спектра применений в таких отраслях, как медицинские приборы, электроника, автомобилестроение и производство потребительских товаров.
Запрос на изготовление пресс-форм для микролитья
Пресс-формы для микролитья, также известные как микроформы, представляют собой специализированные инструменты, предназначенные для производства мелких, сложных пластиковых деталей с высокой точностью. Эти пресс-формы спроектированы с учетом уникальных задач микролитья, включая малый размер деталей, жесткие допуски и сложную геометрию. Вот некоторые ключевые характеристики и соображения, касающиеся пресс-форм, используемых в микролитье:
-
Высокая точность и аккуратность : Микроформы должны изготавливаться с чрезвычайно высокой точностью для достижения жестких допусков и точного воспроизведения микроскопических элементов. Это требует применения передовых методов обработки, таких как микрофрезерование, электроэрозионная обработка (ЭЭО) или лазерная обработка, для создания сложных полостей и тонких деталей с субмикронной точностью.
-
Малый размер и сложность : Микроформы, как правило, меньше по размеру по сравнению с обычными литьевыми формами и могут содержать сложную геометрию, микроскопические элементы и замысловатые детали. При проектировании и изготовлении микроформ необходимо учитывать эти факторы, чтобы обеспечить надлежащее заполнение формы, охлаждение и извлечение детали без ущерба для ее качества.
-
Многогнездная конструкция : Для максимальной производительности и эффективности микроформы часто имеют несколько полостей, что позволяет производить несколько деталей за один цикл формования. Однако проектирование многогнездных микроформ сопряжено с дополнительными трудностями, связанными с балансировкой давления в полостях, обеспечением равномерного заполнения и гарантированием стабильного качества деталей во всех полостях.
-
Системы горячеканального охлаждения : Системы горячеканального охлаждения широко используются в микроформах для поддержания точного контроля температуры расплавленного пластика и минимизации отходов материала. Микроразмерные системы горячеканального охлаждения со сверхтонкими соплами и малыми каналами коллектора применяются для подачи малых объемов расплава с высокой точностью и повторяемостью.
-
Совместимость материалов : Микроформы должны быть совместимы со специфическими термопластичными материалами, используемыми в микролитье. Для производства мелких, сложных деталей предпочтительны материалы с низкой вязкостью, отличными свойствами текучести и высокой стабильностью размеров. Материал формы также должен выдерживать высокие температуры и давление в процессе литья под давлением.
-
Материалы для оснастки : Микроформы обычно изготавливаются из высокопрочных инструментальных сталей, таких как P20, H13 или нержавеющая сталь, чтобы выдерживать нагрузки высокоскоростного литья под давлением и сохранять стабильность размеров в течение многочисленных циклов литья. В некоторых областях применения микролитья могут потребоваться передовые материалы, такие как керамика или титан, для достижения сверхвысокой точности и долговечности.
-
Качество и текстура поверхности : Качество поверхности микроформ имеет решающее значение для получения гладких, бездефектных деталей с высококачественной эстетикой поверхности. Для достижения желаемого качества и текстуры поверхности отформованных деталей формы могут подвергаться дополнительным процессам обработки, таким как полировка, текстурирование или нанесение покрытия.
-
Охлаждение пресс-формы и контроль температуры : Эффективное охлаждение пресс-формы имеет важное значение для контроля времени цикла, минимизации деформации и обеспечения стабильного качества деталей при микролитье. Микропресс-формы могут включать в себя сложные каналы охлаждения, конформное охлаждение или передовые технологии охлаждения для достижения оптимального контроля температуры и равномерного охлаждения по всей полости пресс-формы.
-
Техническое обслуживание и очистка оснастки : Правильное техническое обслуживание и очистка микроформ необходимы для предотвращения загрязнения, продления срока службы оснастки и обеспечения стабильного качества деталей. Микроформы требуют регулярного осмотра, очистки и технического обслуживания для удаления остатков, предотвращения износа и оптимизации работы пресс-формы с течением времени.
В целом, микроформы играют решающую роль в успехе микролитья, позволяя производить мелкие, сложные пластиковые компоненты с высокой точностью, аккуратностью и повторяемостью для широкого спектра отраслей и применений.
Конструкция пресс-форм для микролитья
Проектирование для микролитья требует тщательного учета различных факторов для обеспечения успешного производства мелких, сложных пластиковых компонентов с высокой точностью и аккуратностью. Вот ключевые моменты, которые следует учитывать при проектировании для микролитья:
-
Геометрия деталей : проектируйте детали с упрощенной геометрией и минимальным количеством элементов, чтобы учесть ограничения микролитья. Избегайте острых углов, подрезов и сложных геометрических форм, которые могут быть сложны для точного литья в малом масштабе.
-
Толщина стенок : Поддерживайте равномерную толщину стенок по всей детали, чтобы минимизировать колебания потока и обеспечить равномерное заполнение во время формования. Более тонкие стенки помогают сократить время цикла и расход материала, обеспечивая при этом целостность детали.
-
Углы уклона : Учитывайте углы уклона при проектировании деталей, чтобы облегчить их извлечение из полости пресс-формы. Углы уклона помогают предотвратить прилипание и снижают риск повреждения хрупких элементов во время извлечения.
-
Размеры и допуски элементов : Укажите размеры и допуски элементов в пределах возможностей процессов микролитья. При определении размеров и допусков деталей учитывайте ограничения, связанные с формовочными полостями, оснасткой и потоком материала.
-
Выбор материала : Выбирайте материалы, подходящие для микроформования, такие как конструкционные термопласты с хорошими текучими свойствами, стабильностью размеров и совместимостью с процессом формования. При выборе материалов учитывайте такие факторы, как термостойкость, прочность и требования к качеству поверхности.
-
Конструкция литниковых каналов : Оптимизируйте конструкцию литниковых каналов для эффективного заполнения и минимизации деформации детали. Используйте небольшие, точно расположенные литниковые каналы, чтобы обеспечить равномерный поток расплавленного пластика и минимизировать следы литников на готовой детали.
-
Качество обработки поверхности : Укажите желаемые требования к качеству обработки поверхности, исходя из области применения и эстетических качеств детали. Рассмотрите возможность применения дополнительных процессов, таких как полировка, текстурирование или нанесение покрытия, для достижения желаемого качества обработки поверхности и улучшения функциональности детали.
-
Подрезы и элементы : Сведите к минимуму или устраните подрезы и сложные элементы, которые могут потребовать сложных операций формования или дополнительных операций. Упростите конструкцию деталей, чтобы снизить сложность оснастки и производственные затраты.
-
Вопросы проектирования пресс-форм : Сотрудничайте с конструкторами пресс-форм для оптимизации их конструкции для микролитья. Учитывайте такие факторы, как материал пресс-формы, литниковая система, охлаждение и механизмы выталкивания, чтобы обеспечить эффективное производство и стабильное качество деталей.
-
Рекомендации по сборке : проектируйте детали с учетом простоты сборки и интеграции в более крупные узлы. Сведите к минимуму необходимость дополнительных этапов сборки или вторичных операций, включив в конструкцию детали такие элементы, как защелкивающиеся соединения, самоцентрирующиеся элементы или встроенные крепежные элементы.
-
Тестирование и проверка : Создание прототипов и тестирование конструкций деталей для проверки их функциональности, соответствия размерам и производительности перед запуском в серийное производство. Использование методов быстрого прототипирования и функционального тестирования для выявления и устранения потенциальных проблем на ранних этапах проектирования.
Учитывая эти факторы в процессе проектирования, инженеры могут оптимизировать конструкцию деталей для микролитья, обеспечивая эффективное производство высококачественных, прецизионных формованных компонентов для широкого спектра применений.
Применение микролитья пластмасс под давлением
Микролитье пластмасс под давлением — это специализированный производственный процесс, используемый для изготовления мелких, сложных и точных пластиковых деталей с размерами, обычно варьирующимися от микрометров до нескольких миллиметров. Этот процесс находит применение в различных отраслях промышленности, где требуются миниатюрные компоненты. К распространенным областям применения микролитья пластмасс под давлением относятся:
-
Медицинские изделия :
- Технология микролитья под давлением широко используется в медицинской промышленности для производства мелких компонентов таких устройств, как катетеры, эндоскопы, хирургические инструменты, системы доставки лекарств и имплантируемые устройства.
- Примерами медицинских компонентов, изготовленных методом микролитья, являются микрофлюидные устройства, микроконнекторы, микроклапаны и микрофлюидные коллекторы.
-
Электроника и бытовая электроника :
- Технология микролитья под давлением используется в электронной промышленности для производства миниатюрных компонентов для смартфонов, планшетов, носимых устройств, слуховых аппаратов, микрофонов и датчиков.
- Примерами электронных компонентов, изготовленных методом микролитья, являются разъемы, микропереключатели, микролинзы для камер, микрофлюидные чипы для систем «лаборатория на чипе» и микрокомпоненты динамиков.
-
Автомобильная и аэрокосмическая промышленность :
- Технология микролитья под давлением используется в автомобильной и аэрокосмической отраслях для производства небольших и легких компонентов для транспортных средств, самолетов и космических аппаратов.
- В качестве примеров можно привести микрошестерни, микроразъемы, микрофлюидные коллекторы, микропереключатели и микродатчики, используемые в автомобильных датчиках, системах впрыска топлива, системах срабатывания подушек безопасности и аэрокосмической аппаратуре.
-
Микрофлюидика и устройства «лаборатория на чипе» :
- Технология микролитья под давлением играет решающую роль в изготовлении микрофлюидных устройств и систем «лаборатория на чипе» для таких применений, как медицинская диагностика, разработка лекарств, химический анализ и мониторинг окружающей среды.
- Эти устройства состоят из сложных микроканалов, клапанов, смесителей и реакционных камер, изготовленных с использованием технологии микролитья под давлением.
-
Оптика и фотоника :
- Технология микролитья под давлением используется в оптической и фотонной промышленности для производства миниатюрных оптических компонентов, таких как линзы, призмы, рассеиватели и световоды, для таких применений, как камеры, проекторы, датчики и телекоммуникационное оборудование.
- Технология микролитья под давлением позволяет изготавливать прецизионные оптические компоненты со сложной геометрией и жесткими допусками.
-
Системы доставки лекарств на основе микрофлюидики :
- Технология микролитья под давлением используется для изготовления компонентов микрофлюидных систем доставки лекарств, включая микроиглы, микрорезервуары, микрофлюидные картриджи и имплантаты для доставки лекарств.
- Эти системы позволяют осуществлять точный контроль над дозировкой лекарственных препаратов, скоростью их доставки и графиком введения для персонализированной медицины и таргетной терапии.
-
Микроупаковка и микросборка :
- Технология микролитья под давлением применяется в микроупаковке и микросборке для производства мелких компонентов, используемых для упаковки, герметизации и сборки микроэлектронных устройств, устройств MEMS и медицинских имплантатов.
- Микролитражные компоненты, такие как микрозажимы, микропружины, микрошарниры и микросоединения, используются для сборки миниатюрных изделий и устройств.
В целом, микролитье пластмасс под давлением позволяет производить миниатюрные пластиковые детали с высокой точностью, сложностью и повторяемостью, что делает его важной производственной технологией в отраслях, требующих миниатюризации, точного машиностроения и расширенной функциональности.

Возможности компании Ming-Li в области микролитья под давлением
Компания Ming-Li Precision предлагает специализированные возможности в области микролитья под давлением — процесса, позволяющего производить чрезвычайно мелкие и точные пластиковые компоненты. Эта технология необходима для таких отраслей, как производство медицинских изделий, электроники и микромеханики, где детали должны изготавливаться с исключительной точностью и жесткими допусками.
Ключевые возможности в области микролитья под давлением
-
Высокая точность и аккуратность :
- Сверхтонкая детализация : Компания Ming-Li преуспевает в производстве компонентов со сверхтонкой детализацией, даже на микроскопическом уровне. Опыт компании в области микролитья под давлением гарантирует изготовление деталей со сложной геометрией и мельчайшими деталями с беспрецедентной точностью.
- Жесткие допуски : Технология микролитья под давлением на заводе Ming-Li позволяет достигать допусков до ±0,001 мм. Такая точность имеет решающее значение для применений, где даже малейшие отклонения могут повлиять на производительность, например, в медицинских приборах и микроэлектронике.
-
Современное оборудование для микролитья под давлением :
- Специализированное оборудование : Компания Ming-Li использует самые современные машины для микролитья под давлением, разработанные специально для решения задач мелкосерийного производства. Эти машины обеспечивают точный контроль давления впрыска, температуры и потока материала, гарантируя стабильное качество каждой детали.
- Многогнездные пресс-формы : Для повышения эффективности производства компания Ming-Li использует многогнездные пресс-формы в микролитье под давлением, что позволяет одновременно производить несколько мелких компонентов за один цикл.
-
Экспертиза в области материалов :
- Широкий спектр материалов : Компания Ming-Li обладает обширным опытом работы с различными конструкционными термопластами, в том числе необходимыми для микролитья под давлением. Экспертиза компании в области материалов гарантирует выбор подходящего полимера для каждого применения с учетом таких факторов, как прочность, гибкость и химическая стойкость.
- Специальные полимеры : Компания Ming-Li также работает со специальными полимерами, включая биоразлагаемые материалы для медицинского применения или термостойкие материалы для электроники, обеспечивая соответствие самым высоким стандартам качества.
-
Проектирование и разработка пресс-форм :
- Изготовление микроформ на заказ : проектирование и изготовление микроформ требует глубокого понимания процесса микроформования. Команда инженеров Ming-Li преуспевает в создании пресс-форм на заказ, оптимизированных для производства деталей микроскопических размеров, обеспечивая точный контроль потока материала и охлаждения пресс-формы.
- Анализ потока расплава : Для достижения оптимальной конструкции пресс-формы компания Ming-Li использует передовое программное обеспечение для анализа потока расплава, позволяющее моделировать и оптимизировать процесс литья под давлением, минимизируя риск дефектов и обеспечивая стабильное качество деталей, изготовленных методом микролитья.
-
Применение микролитья под давлением :
- Медицинские изделия : Микролитье под давлением используется для производства таких компонентов, как микроскопические имплантаты, хирургические инструменты и другие прецизионные медицинские детали.
- Электроника : Детали, изготовленные методом микролитья, играют решающую роль в производстве мелких и сложных компонентов для таких устройств, как разъемы, датчики и микропереключатели.
- Микромеханика : Точность и повторяемость процессов микролитья под давлением, применяемых компанией Ming-Li, позволяют создавать прецизионные шестерни, корпуса малого размера и другие микромеханические компоненты.
-
Гарантия качества :
- Строгий контроль качества : Микролитье под давлением требует тщательного контроля качества, чтобы гарантировать соответствие каждой детали требуемым спецификациям. Компания Ming-Li использует передовые методы контроля, включая оптический и размерный анализ, для проверки того, что все компоненты соответствуют или превосходят строгие стандарты качества.
- Сертификация IATF 16949 : Соответствие компании Ming-Li стандарту IATF 16949 гарантирует, что ее процессы микролитья под давлением соответствуют строгим стандартам качества и надежности, предъявляемым такими отраслями, как автомобильная промышленность и производство медицинских изделий.
Возможности компании Ming-Li Precision в области микролитья под давлением позволяют производить высокоточные и сложные детали малого масштаба, имеющие решающее значение для работы передовых технологий в различных отраслях промышленности. Благодаря современному оборудованию, специализированным знаниям и приверженности качеству, Ming-Li является надежным партнером для производителей, которым требуются прецизионные компоненты, изготовленные методом микролитья под давлением. Будь то медицинские, электронные или микромеханические приложения, Ming-Li поставляет детали, изготовленные методом микролитья под давлением, которые соответствуют самым высоким стандартам точности, надежности и производительности.
Новая разработка в технологии микролитья пластмасс под давлением.
Технология микролитья пластмасс под давлением продолжает развиваться благодаря достижениям в области материалов, оборудования, процессов и применений. Вот некоторые из последних разработок в технологии микролитья пластмасс под давлением:
-
Передовые материалы :
- Разработка новых материалов, оптимизированных для применения в микролитье под давлением, включая высокоэффективные термопласты, конструкционные смолы и составы на основе жидкого силиконового каучука (LSR).
- Внедрение биоразлагаемых и биосовместимых материалов, пригодных для медицинского и биотехнологического применения, обеспечивающих повышенную экологичность и совместимость с биологическими системами.
-
Микромасштабная оснастка и формовочное оборудование :
- Достижения в технологиях микромасштабной оснастки, включая микрофрезерование, микроэлектроэрозионную обработку и микрошлифовку, позволяют изготавливать высокоточные пресс-формы со сложными элементами и микроструктурами.
- Внедрение микролитьевых машин с расширенными возможностями контроля параметров впрыска, таких как объем впрыска, скорость впрыска и температура расплава, для достижения точного формования деталей микроскопических размеров.
-
Микрофлюидика и интеграция «лаборатория на чипе» :
- Интеграция микрофлюидных каналов, клапанов, смесителей и датчиков в пластиковые компоненты, изготовленные методом микролитья под давлением, для устройств «лаборатория на чипе», экспресс-диагностики, систем доставки лекарств и приложений для химического анализа.
- Разработка микрореакторов и микрофлюидных картриджей на основе микрофлюидики для синтеза, скрининга и анализа химических соединений и биомолекул.
-
Миниатюризация и функциональная интеграция :
- Миниатюризация сложных механических, электрических и оптических компонентов с помощью микролитья пластмасс под давлением позволяет интегрировать множество функций в одну микроскопическую деталь.
- Разработка микроэлектромеханических систем (МЭМС) и микрооптоэлектромеханических систем (МОЭМС) с использованием технологии микролитья под давлением для применения в датчиках, исполнительных механизмах, оптических переключателях и микрофлюидных устройствах.
-
Высокоскоростное и крупномасштабное производство :
- Оптимизация процессов микролитья под давлением для высокоскоростного и крупномасштабного производства деталей микроразмеров достигается за счет достижений в проектировании пресс-форм, автоматизации оборудования и мониторинге процессов.
- Внедрение многогнездных пресс-форм, ротационных пресс-форм и технологий микроинжекционно-компрессионного формования для повышения производительности и сокращения времени цикла в операциях микроформования.
-
Контроль микроструктуры и модификация поверхности :
- Разработка методов контроля микроструктуры и поверхностных свойств пластиковых деталей, изготовленных методом микролитья под давлением, включая методы микротекстурирования, наноимпринтинга и функционализации поверхности.
- Интеграция модификаций поверхности для улучшения биосовместимости, адгезии, смазывающих свойств и оптических характеристик микрокомпонентов, используемых в медицинской, автомобильной и бытовой электронике.
-
Интеграция аддитивного производства :
- Интеграция технологий аддитивного производства, таких как 3D-печать и микромасштабное аддитивное производство, в процессы микролитья пластмасс под давлением позволяет быстро создавать прототипы, изготавливать оснастку и персонализировать детали микроскопических размеров.
-
Инструменты моделирования и симуляции :
- Усовершенствования в программном обеспечении для моделирования и симуляции, разработанном специально для микролитья под давлением, позволяют виртуально оптимизировать конструкцию пресс-форм, параметры процесса и выбор материалов для прогнозирования и минимизации дефектов, деформации и напряжений, возникающих при литье.
Развитие технологии микролитья пластмасс под давлением стимулирует инновации в различных отраслях промышленности, позволяя производить миниатюрные, точные и функциональные пластиковые компоненты для широкого спектра применений, от медицинских приборов и электроники до автомобильных систем и микрофлюидных устройств. Ожидается, что дальнейшие исследования и разработки позволят еще больше расширить возможности и повысить доступность технологии микролитья под давлением в ближайшие годы.
Это лишь частичный обзор микролитья и микроинжекционного формования. Подходят ли они вам? Не уверены, как применить их в вашем следующем проекте? Просто свяжитесь с нашими техническими экспертами, и мы предоставим полезные советы о том, как добиться наилучших результатов от обоих процессов.