डिज़ाइन
मोल्ड प्रवाह विश्लेषण
हमारे साथ प्लास्टिक से संबंधित सभी समाधान संभव हैं।
सबसे पहले, कई लोगों का मानना है कि अगर आपको पता है कि पार्ट को कहाँ गेट करना है, तो मोल्ड फ्लो एनालिसिस करने की ज़रूरत नहीं है। यह एक गलत धारणा है और इससे लागत और समय बचाने में ज़्यादा मदद नहीं मिलेगी, साथ ही अन्य समस्याओं से भी बचाव नहीं होगा। हाँ, आप पार्ट्स को भर सकेंगे और पार्ट्स प्राप्त कर सकेंगे, लेकिन क्या पहले ही प्रयास में पार्ट्स बेहतरीन होंगे? इस सवाल का जवाब फ्लो एनालिसिस करके ही मिल सकता है।
कई बार आपको पार्ट पर गेट क्षेत्र का पूरा माप तो पता होता है, लेकिन पार्ट और कैविटीज़ के चारों ओर पूरी तरह से संतुलित फिलिंग के लिए गेट की सटीक स्थिति का पता लगाना मुश्किल हो सकता है। 2-10% का यह मामूली असंतुलन मोल्डिंग में कई समस्याएं पैदा कर सकता है, जो कभी-कभी प्रोसेसिंग के दौरान दिखाई नहीं देतीं, लेकिन लंबे साइकिल टाइम, कूलिंग, पैकिंग संबंधी समस्याएं, स्क्रैप रेट, सतह की गुणवत्ता, गेट या फ्लो लाइन्स, सतह की फिनिश, प्रोसेसिंग विंडो और क्लैम्प टनेज में छिपी रहती हैं। आज के प्रतिस्पर्धी बाज़ार में, यह आपके मार्जिन और मुनाफे को पूरी तरह से खत्म कर सकता है। आइडियल टेक, इंक. जैसे विशेषज्ञ स्रोत से विश्लेषण करवाने से न केवल आप ऐसी समस्याओं से बच पाएंगे, बल्कि अपने उत्पादों में सुधार करके लागत और समय की बचत भी कर पाएंगे। इससे लंबे समय में आपकी कंपनी को अधिक प्रतिस्पर्धी बनने और बेहतर गुणवत्ता वाले उत्पाद बनाने में मदद मिल सकती है।
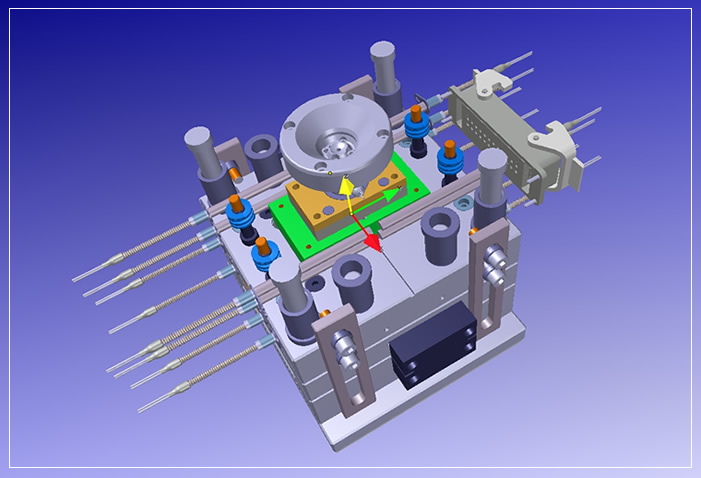
मोल्ड डिजाइन सेवाएं
-
पार्ट डिज़ाइन विश्लेषण : अंतिम मोल्डेड पार्ट की आवश्यकताओं और सीमाओं को समझें। पार्ट की ज्यामिति, कार्यात्मक आवश्यकताओं, सामग्री चयन और सौंदर्य संबंधी पहलुओं का विश्लेषण करें। सुनिश्चित करें कि पार्ट डिज़ाइन इंजेक्शन मोल्डिंग के लिए उपयुक्त है और इसका कुशलतापूर्वक निर्माण किया जा सकता है।
-
गेट डिज़ाइन : मोल्ड कैविटी में पिघला हुआ प्लास्टिक डालने के लिए गेट की स्थिति, आकार और प्रकार निर्धारित करें। ऐसे गेट स्थान चुनें जो प्रवाह दूरी को कम करें, वेल्ड लाइनों को कम करें और सामग्री के उचित वितरण को सुगम बनाएं। सामान्य गेट प्रकारों में एज गेट, पिन गेट और हॉट रनर सिस्टम शामिल हैं।
-
रनर सिस्टम : पिघले हुए प्लास्टिक को इंजेक्शन यूनिट से मोल्ड कैविटी तक कुशलतापूर्वक पहुंचाने के लिए रनर सिस्टम को डिज़ाइन करें। प्रवाह दर, दबाव में कमी, संतुलन और शीतलन जैसे कारकों पर विचार करें। अपशिष्ट और चक्र समय को कम करने के लिए रनर लेआउट, व्यास और लंबाई को अनुकूलित करें।
-
शीतलन प्रणाली : मोल्ड कैविटी और कोर से ऊष्मा को दूर करने के लिए एक प्रभावी शीतलन प्रणाली डिज़ाइन करें। ढाले गए भागों में विकृति, संकुचन और आंतरिक तनाव को रोकने के लिए एकसमान शीतलन सुनिश्चित करें। कैविटी की सतह के निकट शीतलन चैनल लगाएं और जटिल ज्यामितियों के लिए अनुरूप शीतलन तकनीकों का उपयोग करें।
-
विभाजन रेखा और मोल्ड विभाजन : वह विभाजन रेखा निर्धारित करें जहाँ मोल्ड के दोनों भाग अलग होंगे। मोल्ड विभाजन को इस प्रकार डिज़ाइन करें जिससे ढाले गए भाग को आसानी से बाहर निकाला जा सके और मोल्ड की जटिलता कम से कम हो। अंडरकट और जटिल ज्यामितियों के लिए आवश्यकतानुसार स्लाइड, लिफ्टर और इंसर्ट जैसी सुविधाओं को शामिल करें।
-
ड्राफ्ट एंगल : मोल्ड से पार्ट को आसानी से निकालने और अंडरकटिंग को रोकने के लिए पार्ट डिज़ाइन में ड्राफ्ट एंगल लगाएं। मोल्ड कैविटी से पार्ट को आसानी से बाहर निकालने के लिए ऊर्ध्वाधर सतहों पर पर्याप्त ड्राफ्ट एंगल सुनिश्चित करें। आमतौर पर, प्रति साइड 1-2 डिग्री का ड्राफ्ट एंगल अनुशंसित होता है।
-
सतह की फिनिश और बनावट : ढाले गए भाग के लिए वांछित सतह की फिनिश और बनावट निर्दिष्ट करें। आवश्यक सतह गुणवत्ता प्राप्त करने के लिए मोल्ड कैविटी और कोर को तदनुसार डिज़ाइन करें, चाहे वह चिकनी हो, बनावट वाली हो या पैटर्न वाली हो। भाग की सुंदरता, कार्यक्षमता और मोल्ड से निकालने की आवश्यकताओं जैसे कारकों पर विचार करें।
-
वेंटिंग : इंजेक्शन प्रक्रिया के दौरान हवा और गैसों को बाहर निकलने देने के लिए मोल्ड कैविटी में पर्याप्त वेंटिंग की व्यवस्था करें। पार्टिंग लाइन के साथ-साथ और हवा के फंसने की संभावना वाले क्षेत्रों में रणनीतिक रूप से वेंट ग्रूव, माइक्रो-वेंट या इजेक्टर पिन लगाकर हवा के जमाव, रिक्त स्थान और जलने के निशानों को रोकें।
-
निष्कासन प्रणाली : ठोसकरण के बाद मोल्ड कैविटी से ढाले गए भाग को निकालने के लिए एक प्रभावी निष्कासन प्रणाली डिज़ाइन करें। मोल्ड या भाग को नुकसान पहुंचाए बिना भाग को आसानी से निकालने के लिए इजेक्टर पिन, इजेक्टर स्लीव या हाइड्रोलिक इजेक्टर का उपयोग करें।
-
टूलिंग संबंधी विचार : मोल्ड के आकार, जटिलता और निर्माण क्षमता जैसी टूलिंग संबंधी बाधाओं पर विचार करें। कुशल निर्माण, संयोजन और रखरखाव के लिए मोल्ड डिज़ाइन को अनुकूलित करें। उच्च परिशुद्धता और स्थायित्व सुनिश्चित करते हुए टूलिंग लागत और लीड टाइम को कम से कम करें।
-
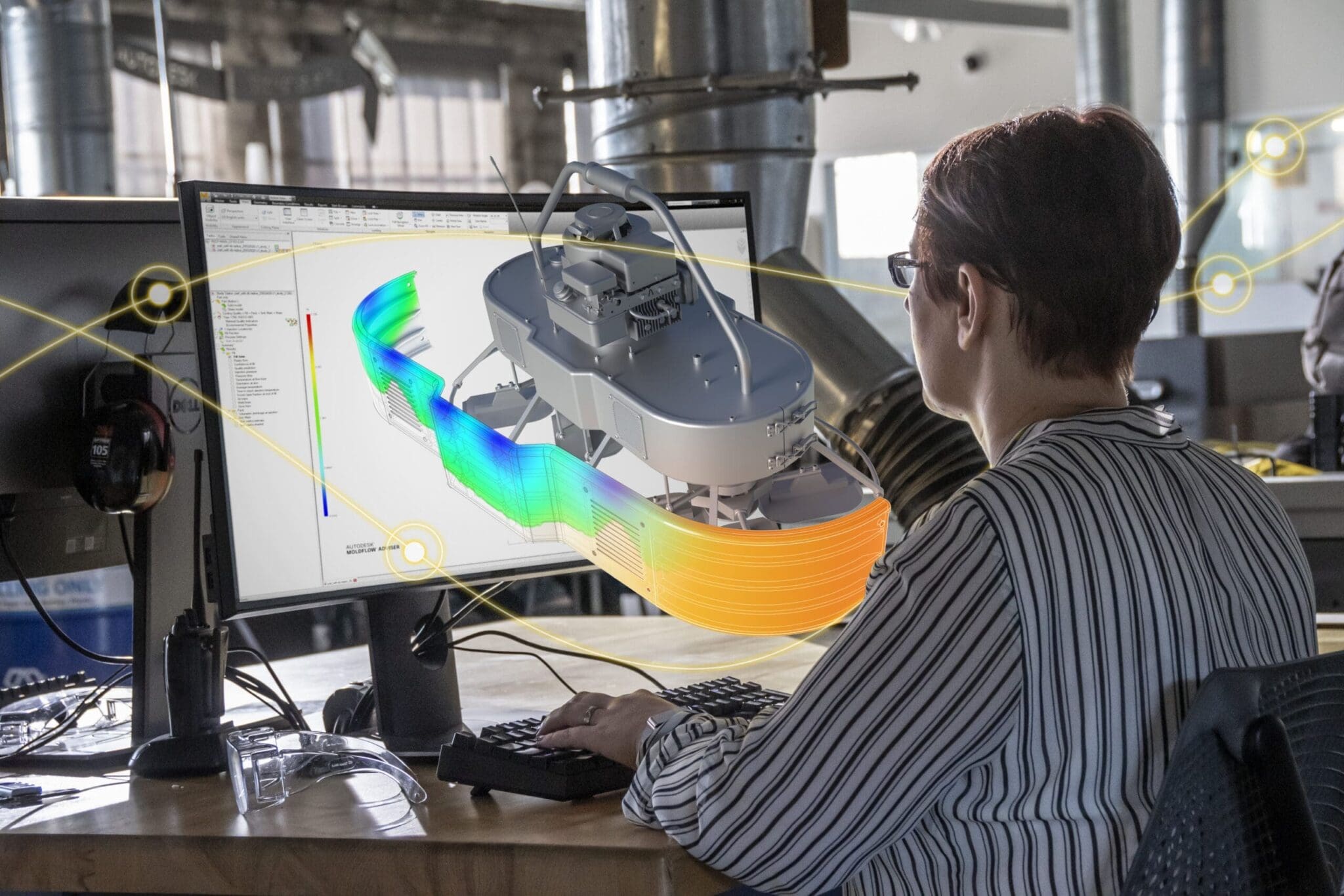
सिमुलेशन और विश्लेषण : इंजेक्शन मोल्डिंग प्रक्रिया का अनुकरण करने और एयर ट्रैप, वेल्ड लाइन और सिंक मार्क्स जैसी संभावित समस्याओं का पूर्वानुमान लगाने के लिए मोल्ड फ्लो विश्लेषण सॉफ़्टवेयर का उपयोग करें। इष्टतम पार्ट गुणवत्ता और प्रदर्शन प्राप्त करने के लिए सिमुलेशन परिणामों के आधार पर मोल्ड डिज़ाइन को अनुकूलित करें।
प्लास्टिक इंजेक्शन मोल्ड डिजाइन में इन प्रमुख तत्वों को शामिल करके, निर्माता ऐसे मोल्ड तैयार कर सकते हैं जो न्यूनतम दोषों और इष्टतम दक्षता के साथ उच्च गुणवत्ता वाले, सटीक और सुसंगत ढाले गए पुर्जे बनाने में सक्षम हों।
मोल्ड डिजाइन अनुकूलन के लिए मोल्ड प्रवाह विश्लेषण
इंजेक्शन मोल्डिंग प्रक्रियाओं के लिए मोल्ड के डिजाइन और अनुकूलन में मोल्ड फ्लो विश्लेषण एक महत्वपूर्ण उपकरण है। आइए जानते हैं कि यह कैसे काम करता है और यह क्यों महत्वपूर्ण है:
-
मोल्ड फ्लो को समझना : मोल्ड फ्लो विश्लेषण इंजेक्शन मोल्डिंग प्रक्रिया के दौरान मोल्ड कैविटी के भीतर पिघले हुए प्लास्टिक पदार्थ के प्रवाह का अनुकरण करता है। यह विभिन्न प्रसंस्करण स्थितियों के तहत पदार्थ के व्यवहार का पूर्वानुमान लगाता है, जिसमें प्रवाह पैटर्न, दबाव वितरण, शीतलन दर और संभावित दोष शामिल हैं।
-
डिजाइन को अनुकूलित करना : मोल्ड प्रवाह का विश्लेषण करके, डिजाइनर मोल्ड के निर्माण से पहले ही हवा के अवरोध, वेल्ड लाइनें, धंसाव के निशान और विकृति जैसी संभावित समस्याओं की पहचान कर सकते हैं। इससे पुर्जे की गुणवत्ता को अनुकूलित करने, उत्पादन दोषों को कम करने और निर्माण क्षमता को बढ़ाने के लिए डिजाइन में बार-बार सुधार करना संभव हो पाता है।
-
सामग्री का चयन : मोल्ड प्रवाह विश्लेषण, इंजेक्शन मोल्डिंग के दौरान सामग्री के रियोलॉजिकल गुणों, गलनांक तापमान, श्यानता और प्रवाह व्यवहार का मूल्यांकन करके इच्छित अनुप्रयोग के लिए उपयुक्त प्लास्टिक सामग्री का चयन करने में सहायक होता है। इससे सामग्री और मोल्ड डिज़ाइन के बीच अनुकूलता सुनिश्चित होती है, जिसके परिणामस्वरूप बेहतर प्रदर्शन और एकरूपता प्राप्त होती है।
-
गेट और रनर डिज़ाइन : मोल्ड प्रवाह विश्लेषण कुशल सामग्री प्रवाह और मोल्ड कैविटी के संतुलित भराव के लिए गेट और रनर डिज़ाइन को अनुकूलित करने में सहायता करता है। यह प्रवाह अवरोधों को कम करने, दबाव में कमी लाने और शॉर्ट शॉट्स और प्रवाह अवरोध जैसे पार्ट दोषों को रोकने के लिए गेट और रनर के इष्टतम स्थान, आकार और ज्यामिति को निर्धारित करने में मदद करता है।
-
कूलिंग सिस्टम डिज़ाइन : इंजेक्शन मोल्डिंग में एकसमान पार्ट क्वालिटी प्राप्त करने और साइकिल टाइम को कम करने के लिए उचित कूलिंग आवश्यक है। मोल्ड फ्लो एनालिसिस डिज़ाइनरों को मोल्ड के भीतर कूलिंग चैनलों के लेआउट को अनुकूलित करने की अनुमति देता है, जिससे इष्टतम कूलिंग दर और पार्ट ज्योमेट्री में एकसमान तापमान वितरण सुनिश्चित होता है। इससे मोल्ड किए गए पार्ट्स में विकृति, सिकुड़न और अवशिष्ट तनाव को रोकने में मदद मिलती है।
-
पुर्जे के व्यवहार का पूर्वानुमान : मोल्ड फ्लो विश्लेषण से मोल्ड से निकालने के बाद ढाले गए पुर्जे के व्यवहार की जानकारी मिलती है, जिसमें आयामी सटीकता, सिकुड़न, विकृति और अवशिष्ट तनाव शामिल हैं। शीतलन और जमने की प्रक्रिया का अनुकरण करके, डिज़ाइनर उत्पादन के दौरान या अंतिम उपयोग में आने वाली संभावित समस्याओं का पूर्वानुमान लगा सकते हैं और उन्हें कम कर सकते हैं।
-
पुनरावर्ती सुधार : मोल्ड प्रवाह विश्लेषण एक पुनरावर्ती डिज़ाइन प्रक्रिया को सुगम बनाता है, जहाँ डिज़ाइनर कई डिज़ाइन पुनरावृत्तियों का शीघ्रता से मूल्यांकन कर सकते हैं, पुर्जे की गुणवत्ता और निर्माण क्षमता पर उनके प्रभाव का आकलन कर सकते हैं, और निर्माण से पहले मोल्ड डिज़ाइन को अनुकूलित करने के लिए सोच-समझकर निर्णय ले सकते हैं। यह पुनरावर्ती दृष्टिकोण भौतिक प्रोटोटाइप और परीक्षण-और-त्रुटि परीक्षण की आवश्यकता को कम करके समय और लागत बचाता है।
-
बाजार में उत्पाद लाने में लगने वाले समय को कम करना : मोल्ड फ्लो विश्लेषण संभावित मोल्डिंग समस्याओं का सटीक पूर्वानुमान लगाकर और उनका समाधान करके उत्पाद विकास चक्र को सुव्यवस्थित करने और नए उत्पादों को बाजार में लाने में लगने वाले समय को कम करने में मदद करता है। यह डिजाइनरों को डिजाइन चरण की शुरुआत में ही विनिर्माण चुनौतियों की पहचान करने और उनका समाधान करने में सक्षम बनाता है, जिससे उत्पादन में तेजी से और अधिक लागत प्रभावी वृद्धि होती है।
संक्षेप में, मोल्ड फ्लो विश्लेषण मोल्ड डिजाइन अनुकूलन के लिए एक अनिवार्य उपकरण है, जो डिजाइनरों को इंजेक्शन मोल्डिंग प्रक्रियाओं में बेहतर पार्ट गुणवत्ता, उच्च उत्पादन दक्षता और बाजार में उत्पाद लाने में लगने वाले समय को कम करने में मदद करता है।

प्लास्टिक इंजेक्शन मोल्डिंग में प्रयुक्त मोल्ड सामग्री
इंजेक्शन मोल्डिंग एक अत्यंत बहुमुखी विनिर्माण प्रक्रिया है जिसका उपयोग विभिन्न प्रकार के प्लास्टिक पुर्जों और उत्पादों के उत्पादन में किया जाता है। मोल्ड सामग्री का चुनाव अत्यंत महत्वपूर्ण है क्योंकि यह मोल्डिंग प्रक्रिया की गुणवत्ता, स्थायित्व और लागत-प्रभावशीलता को सीधे प्रभावित करता है। इंजेक्शन मोल्डिंग में आमतौर पर उपयोग की जाने वाली कुछ मोल्ड सामग्रियां इस प्रकार हैं:
-
इस्पात मिश्रधातुएँ :
- टूल स्टील (जैसे, P20, H13) : उत्कृष्ट घिसाव प्रतिरोध, मजबूती और मशीनिंग में आसानी के कारण टूल स्टील का उपयोग इंजेक्शन मोल्ड में व्यापक रूप से किया जाता है। P20 एक बहुमुखी, सामान्य प्रयोजन वाला टूल स्टील है जो कई अनुप्रयोगों के लिए उपयुक्त है, जबकि H13 उच्च कठोरता और ताप प्रतिरोध प्रदान करता है, जिससे यह घर्षणकारी पदार्थों के उच्च मात्रा में उत्पादन और मोल्डिंग के लिए उपयुक्त होता है।
-
स्टेनलेस स्टील :
- SUS 420, SUS 316 : स्टेनलेस स्टील के सांचे अच्छी जंग प्रतिरोधक क्षमता प्रदान करते हैं और संक्षारक या उच्च तापमान वाली सामग्रियों की ढलाई के लिए उपयुक्त हैं। SUS 420 का उपयोग आमतौर पर सामान्य-उद्देश्यीय ढलाई अनुप्रयोगों के लिए किया जाता है, जबकि SUS 316 उच्चतर जंग प्रतिरोधक क्षमता प्रदान करता है, जिससे यह चिकित्सा या खाद्य-श्रेणी के प्लास्टिक की ढलाई के लिए उपयुक्त होता है।
-
एल्युमिनियम मिश्र धातुएँ :
- एल्युमिनियम 7075, एल्युमिनियम 6061 : एल्युमिनियम के सांचे हल्के होते हैं और उत्कृष्ट तापीय चालकता प्रदान करते हैं, जिससे तेजी से शीतलन और कम समय में उत्पादन चक्र पूरा हो जाता है। एल्युमिनियम 7075 एक उच्च-शक्ति वाला मिश्र धातु है जो बड़े पैमाने पर उत्पादन के लिए उपयुक्त है, जबकि एल्युमिनियम 6061 अधिक किफायती है और प्रोटोटाइप या कम मात्रा में मोल्डिंग के लिए उपयुक्त है।
-
फीरोज़ा तांबा :
- C17200 (मिश्र धातु 25) : बेरिलियम कॉपर मोल्ड बेहतर तापीय चालकता और उच्च मजबूती प्रदान करते हैं, जिससे ऊष्मा का तेजी से स्थानांतरण होता है और प्रक्रिया चक्र का समय कम हो जाता है। इनका उपयोग आमतौर पर पतली दीवारों वाले या जटिल भागों को ढालने के लिए किया जाता है जिन्हें तेजी से ठंडा करने की आवश्यकता होती है।
-
पूर्व-कठोर इस्पात :
- NAK80 और 718 : पूर्व-कठोर किए गए इस्पात अच्छी मशीनिंग क्षमता और आयामी स्थिरता प्रदान करते हैं, जिससे मशीनिंग के बाद ताप उपचार की आवश्यकता समाप्त हो जाती है। NAK80 ऑप्टिकल और इलेक्ट्रॉनिक पुर्जों की मोल्डिंग के लिए एक लोकप्रिय विकल्प है, जबकि 718 उच्च कठोरता और घिसाव प्रतिरोध प्रदान करता है, जो अपघर्षक पदार्थों की मोल्डिंग के लिए उपयुक्त है।
-
टूलिंग रेजिन और कंपोजिट :
- एपॉक्सी टूलिंग बोर्ड, रेनशेप : प्रोटोटाइप या कम मात्रा में मोल्ड बनाने के लिए टूलिंग रेजिन और कंपोजिट का उपयोग किया जाता है, वो भी कम लागत में। एपॉक्सी टूलिंग बोर्ड अच्छी आयामी स्थिरता और सतह की फिनिश प्रदान करते हैं, जबकि रेनशेप एक हल्का और मशीनेबल पदार्थ है जो जटिल मोल्ड बनाने के लिए उपयुक्त है।
मोल्ड सामग्री का चयन पुर्जे की जटिलता, उत्पादन मात्रा, सामग्री की अनुकूलता, सतह की गुणवत्ता संबंधी आवश्यकताओं और बजट संबंधी सीमाओं जैसे कारकों पर निर्भर करता है। इंजीनियर और मोल्ड डिज़ाइनर प्रत्येक विशिष्ट अनुप्रयोग के लिए सबसे उपयुक्त मोल्ड सामग्री चुनने के लिए इन कारकों का सावधानीपूर्वक मूल्यांकन करते हैं, जिससे इंजेक्शन मोल्डिंग प्रक्रिया में इष्टतम प्रदर्शन और लागत-प्रभावशीलता सुनिश्चित हो सके।

प्लास्टिक इंजेक्शन मोल्ड के प्रकार
प्लास्टिक इंजेक्शन मोल्ड प्लास्टिक के पुर्जों के निर्माण प्रक्रिया में आवश्यक उपकरण हैं। ये कई प्रकार के होते हैं, जिनमें से प्रत्येक को विशिष्ट अनुप्रयोगों और उत्पादन आवश्यकताओं के लिए डिज़ाइन किया गया है। यहाँ प्लास्टिक इंजेक्शन मोल्ड के कुछ सामान्य प्रकार दिए गए हैं:
-
दो-प्लेट मोल्ड: जैसा कि नाम से पता चलता है, दो-प्लेट मोल्ड में दो मुख्य प्लेटें होती हैं: कैविटी प्लेट और कोर प्लेट। ये प्लेटें इंजेक्शन मोल्डिंग मशीन के स्थिर और गतिशील किनारों पर क्रमशः लगी होती हैं। कैविटी प्लेट में कैविटी होती है, जो ढाले गए भाग का बाहरी आकार बनाती है, जबकि कोर प्लेट में कोर होता है, जो भाग की आंतरिक विशेषताओं को आकार देता है।
दो प्लेटों वाले सांचे में, गुहा और कोर इस प्रकार संरेखित होते हैं कि बंद होने पर एक पूर्ण सांचा गुहा बन जाती है। पिघला हुआ प्लास्टिक इस गुहा में डाला जाता है, जिससे यह स्थान भर जाता है और सांचे का आकार ले लेता है। प्लास्टिक के ठंडा होकर जम जाने के बाद, सांचा खुल जाता है और भाग बाहर निकल जाता है।
दो प्लेट वाले सांचे डिजाइन और निर्माण में अपेक्षाकृत सरल होते हैं, जिससे वे किफायती और विभिन्न प्रकार के अनुप्रयोगों के लिए उपयुक्त होते हैं। हालांकि, वे जटिल ज्यामिति वाले भागों या पार्श्व क्रिया तंत्र की आवश्यकता वाले भागों के लिए उपयुक्त नहीं हो सकते हैं।
-
तीन-प्लेट वाला सांचा: तीन-प्लेट वाला सांचा दो-प्लेट वाले सांचे से अधिक जटिल होता है और इसमें तीन मुख्य प्लेटें होती हैं: कैविटी प्लेट, कोर प्लेट और एक तीसरी प्लेट जिसे रनर प्लेट या स्ट्रिपर प्लेट कहा जाता है। रनर प्लेट कैविटी और कोर प्लेटों के बीच स्थित होती है और इसमें चैनल (रनर) होते हैं जो पिघले हुए प्लास्टिक को इंजेक्शन नोजल से सांचे की कैविटी तक पहुंचाते हैं।
तीन प्लेट वाले सांचे में, रनर प्लेट स्प्रू, रनर और गेट को ढाले गए हिस्से से अलग करने का काम करती है, जिससे उन्हें निकालना आसान हो जाता है। सांचा खुलने पर, रनर प्लेट कैविटी और कोर प्लेटों से स्वतंत्र रूप से चलती है, जिससे स्प्रू और रनर को निकालना आसान हो जाता है।
तीन-प्लेट वाले सांचों का उपयोग अक्सर उन अनुप्रयोगों में किया जाता है जहां गेटिंग और रनर डिज़ाइन महत्वपूर्ण होते हैं, जैसे कि बहु-गुहा वाले सांचे या जटिल रनर सिस्टम वाले सांचे। ये गेटिंग स्थानों में अधिक लचीलापन प्रदान करते हैं और रनर सामग्री के पुनर्चक्रण की अनुमति देकर अपशिष्ट को कम करने में मदद कर सकते हैं।
-
सिंगल कैविटी मोल्ड: सिंगल कैविटी मोल्ड एक चक्र में एक ही पार्ट बनाते हैं। ये कम मात्रा में उत्पादन या बड़े पार्ट्स के लिए उपयुक्त होते हैं, जहाँ कई कैविटी वाले मोल्ड अव्यावहारिक होते हैं। सिंगल कैविटी मोल्ड का उपयोग अक्सर प्रोटोटाइपिंग या छोटे पैमाने के निर्माण के लिए किया जाता है।
-
बहु-गुहा सांचे: बहु-गुहा सांचों में दो या दो से अधिक समान गुहाएँ होती हैं, जिससे प्रत्येक सांचे के निर्माण चक्र में एक साथ कई पुर्जों का उत्पादन संभव होता है। इनका उपयोग उच्च मात्रा में उत्पादन के लिए उत्पादन क्षमता बढ़ाने और प्रति इकाई लागत कम करने के लिए किया जाता है। बहु-गुहा सांचे आमतौर पर ऑटोमोटिव, इलेक्ट्रॉनिक्स और उपभोक्ता वस्तुओं जैसे उद्योगों में उपयोग किए जाते हैं।
-
पारिवारिक साँचे: पारिवारिक साँचे में कई खांचे होते हैं, जिनमें से प्रत्येक एक साथ अलग-अलग पुर्जे बनाता है। इससे एक ही साँचे में पुर्जों के समूह या सेट का उत्पादन संभव हो जाता है, जिससे विनिर्माण प्रक्रिया सुव्यवस्थित होती है और उत्पादन समय और लागत में कमी आती है। पारिवारिक साँचे उन घटकों के उत्पादन के लिए लाभदायक होते हैं जिन्हें अंतिम उत्पाद में एक साथ जोड़ा जाता है।
-
हॉट रनर मोल्ड: हॉट रनर मोल्ड में गर्म चैनलों की एक प्रणाली का उपयोग करके पिघले हुए प्लास्टिक को सीधे मोल्ड कैविटी में पहुंचाया जाता है, जिससे रनर की आवश्यकता समाप्त हो जाती है और सामग्री की बर्बादी कम हो जाती है। ये उच्च मात्रा में उत्पादन के लिए आदर्श हैं जहां त्वरित चक्र समय और न्यूनतम सामग्री बर्बादी महत्वपूर्ण होती है। हॉट रनर मोल्ड का उपयोग आमतौर पर पैकेजिंग, चिकित्सा उपकरण और उपभोक्ता इलेक्ट्रॉनिक्स जैसे उद्योगों में किया जाता है।
-
कोल्ड रनर मोल्ड: कोल्ड रनर मोल्ड में बिना गर्म किए चैनलों (रनर) की एक प्रणाली होती है जो इंजेक्शन यूनिट से पिघला हुआ प्लास्टिक मोल्ड कैविटी तक पहुंचाती है। प्रत्येक चक्र के बाद, रनर में मौजूद अतिरिक्त सामग्री को निकालना आवश्यक होता है, जिसके परिणामस्वरूप कुछ सामग्री बर्बाद हो जाती है। कोल्ड रनर मोल्ड का उपयोग अक्सर कम मात्रा में उत्पादन के लिए या तब किया जाता है जब सामग्री की आवश्यकताओं या लागत संबंधी कारणों से हॉट रनर संभव न हों।
-
इंसर्ट मोल्ड: इंसर्ट मोल्ड में इंजेक्शन से पहले मोल्ड कैविटी में धातु या प्लास्टिक के इंसर्ट डाले जाते हैं, जिससे पहले से बने घटकों या इंसर्ट को ढाले गए भाग के अंदर समाहित किया जा सकता है। इनका उपयोग एकीकृत विशेषताओं वाले पुर्जे बनाने या पुर्जे की मजबूती और कार्यक्षमता को बेहतर बनाने के लिए किया जाता है। इंसर्ट मोल्ड आमतौर पर ऑटोमोटिव, एयरोस्पेस और इलेक्ट्रॉनिक्स जैसे उद्योगों में उपयोग किए जाते हैं।
-
ओवरमोल्डिंग/टू-शॉट मोल्ड: ओवरमोल्डिंग या टू-शॉट मोल्ड की मदद से एक ही मोल्ड में कई सामग्रियों या रंगों को इंजेक्ट करके कई परतों या घटकों वाले पुर्जे बनाए जा सकते हैं। इनका उपयोग आमतौर पर सॉफ्ट-टच ग्रिप, बहुरंगी पुर्जे या इंटीग्रेटेड सील या गैस्केट वाले पुर्जे बनाने में किया जाता है। ओवरमोल्डिंग का उपयोग अक्सर उपभोक्ता इलेक्ट्रॉनिक्स, चिकित्सा उपकरण और घरेलू उपकरण जैसे उद्योगों में होता है।
-
प्रोटोटाइप मोल्ड: प्रोटोटाइप मोल्ड का उपयोग परीक्षण और सत्यापन के लिए कम लागत वाले प्रोटोटाइप या कम मात्रा में पुर्जे बनाने के लिए किया जाता है। ये अक्सर कम महंगे पदार्थों से बने होते हैं और उत्पादन मोल्ड की तुलना में इनका डिज़ाइन सरल हो सकता है। उपभोक्ता उत्पाद, औद्योगिक उपकरण और चिकित्सा उपकरण जैसे उद्योगों में उत्पाद विकास और पुनरावृति प्रक्रियाओं के लिए प्रोटोटाइप मोल्ड आवश्यक हैं।
ये विनिर्माण में उपयोग किए जाने वाले प्लास्टिक इंजेक्शन मोल्ड के कुछ प्रमुख प्रकार हैं। उपयुक्त मोल्ड प्रकार का चयन उत्पादन मात्रा, भाग की जटिलता, सामग्री की आवश्यकता और लागत संबंधी कारकों पर निर्भर करता है।
