Design
Formflussanalyse
Alle Kunststofflösungen sind bei uns möglich.
Viele glauben fälschlicherweise, dass eine Formfüllanalyse überflüssig sei, sobald man die Angussstelle kennt. Dies ist jedoch ein Irrtum und trägt weder wesentlich zur Kosten- und Zeitersparnis bei, noch beugt es anderen Problemen vor. Zwar lassen sich die Teile befüllen und entnehmen, aber sind sie beim ersten Versuch auch optimal? Diese Frage kann eine Formfüllanalyse beantworten.
Oftmals ist zwar der gesamte Angussbereich eines Bauteils bekannt, doch die exakte Position des Angusses für eine gleichmäßige Füllung rund um das Bauteil und die Kavitäten lässt sich möglicherweise nicht bestimmen. Schon geringfügige Abweichungen von 2–10 % können zu Problemen im Spritzgießprozess führen, die sich mitunter nicht im eigentlichen Prozessablauf zeigen, sondern in längeren Zykluszeiten, Problemen mit der Kühlung, Nachdruckproblemen, Ausschussquoten, Oberflächenqualität, Anguss- oder Fließlinien, Oberflächengüte, einem eingeschränkten Verarbeitungsfenster oder erhöhter Schließkraft äußern. Im heutigen Wettbewerbsumfeld kann dies Ihre Margen und Gewinne erheblich schmälern. Analysen von Experten wie Ideal Tech, Inc. helfen Ihnen nicht nur, solche Probleme zu vermeiden, sondern auch Ihre Produkte zu verbessern und Kosten und Zeit zu sparen. Dies kann langfristig zu höheren Gewinnen führen und Ihr Unternehmen wettbewerbsfähiger machen, während Sie gleichzeitig eine bessere Qualität produzieren.
Formenbau-Dienstleistungen
-
Teilekonstruktionsanalyse : Anforderungen und Einschränkungen des fertigen Formteils verstehen. Teilegeometrie, funktionale Anforderungen, Materialauswahl und ästhetische Aspekte analysieren. Sicherstellen, dass die Teilekonstruktion für das Spritzgießen geeignet und effizient herstellbar ist.
-
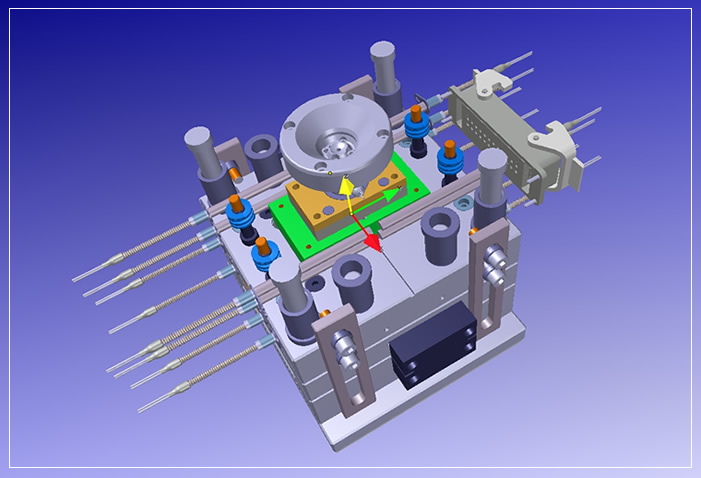
Angussgestaltung : Bestimmen Sie Position, Größe und Art des Angusses/der Angüsse für das Einspritzen des geschmolzenen Kunststoffs in den Formhohlraum. Wählen Sie Angusspositionen, die den Fließweg minimieren, Schweißnähte reduzieren und eine gleichmäßige Materialverteilung gewährleisten. Gängige Angussarten sind Randangüsse, Stiftangüsse und Heißkanalsysteme.
-
Angusskanalsystem : Konstruieren Sie das Angusskanalsystem so, dass das flüssige Plastik effizient von der Spritzgießeinheit in den Formhohlraum transportiert wird. Berücksichtigen Sie Faktoren wie Durchflussrate, Druckverlust, Auswuchtung und Kühlung. Optimieren Sie die Anordnung, den Durchmesser und die Länge des Angusskanals, um Materialverluste und Zykluszeiten zu minimieren.
-
Kühlsystem : Entwerfen Sie ein effektives Kühlsystem zur Wärmeableitung aus Formhohlraum und Kern. Gewährleisten Sie eine gleichmäßige Kühlung, um Verzug, Schrumpfung und innere Spannungen in den Formteilen zu vermeiden. Integrieren Sie Kühlkanäle nahe der Hohlraumoberfläche und verwenden Sie konturnahe Kühltechniken für komplexe Geometrien.
-
Trennlinie und Formteilung : Bestimmen Sie die Trennlinie, an der die Formhälften getrennt werden. Gestalten Sie die Formteilung so, dass das Formteil leicht ausgeworfen werden kann und die Komplexität der Form minimiert wird. Integrieren Sie gegebenenfalls Elemente wie Schieber, Auswerfer und Einsätze für Hinterschneidungen und komplexe Geometrien.
-
Entformungsschräge : Durch das Anbringen von Entformungsschrägen an der Bauteilkonstruktion wird das Entformen erleichtert und Hinterschneidungen werden vermieden. Achten Sie auf eine ausreichende Entformungsschräge an vertikalen Flächen, um ein problemloses Auswerfen des Bauteils aus dem Formhohlraum zu ermöglichen. Üblicherweise werden 1–2 Grad Entformungsschräge pro Seite empfohlen.
-
Oberflächenbeschaffenheit und -struktur : Geben Sie die gewünschte Oberflächenbeschaffenheit und -struktur des Formteils an. Gestalten Sie den Formhohlraum und den Kern entsprechend, um die erforderliche Oberflächenqualität (glatt, strukturiert oder gemustert) zu erzielen. Berücksichtigen Sie dabei Faktoren wie Ästhetik, Funktionalität und Entformungsanforderungen.
-
Entlüftung : Sorgen Sie für eine ausreichende Entlüftung des gesamten Formhohlraums, damit Luft und Gase während des Einspritzvorgangs entweichen können. Vermeiden Sie Lufteinschlüsse, Lunker und Brandspuren durch den strategischen Einbau von Entlüftungsnuten, Mikroentlüftungen oder Auswerferstiften entlang der Trennlinie und in Bereichen, die anfällig für Lufteinschlüsse sind.
-
Auswurfsystem : Entwerfen Sie ein effektives Auswurfsystem, um das Formteil nach der Erstarrung aus dem Formhohlraum zu entnehmen. Verwenden Sie Auswerferstifte, Auswerferhülsen oder hydraulische Auswerfer, um das Entformen zu erleichtern, ohne die Form oder das Teil zu beschädigen.
-
Werkzeugüberlegungen : Berücksichtigen Sie Werkzeugbeschränkungen wie Formgröße, Komplexität und Herstellbarkeit. Optimieren Sie die Formkonstruktion für effiziente Fertigung, Montage und Wartung. Minimieren Sie Werkzeugkosten und Lieferzeiten bei gleichzeitig hoher Präzision und Langlebigkeit.
-
Simulation und Analyse : Nutzen Sie Formfüllanalyse-Software, um den Spritzgießprozess zu simulieren und potenzielle Probleme wie Lufteinschlüsse, Bindenähte und Einfallstellen vorherzusagen. Optimieren Sie die Formkonstruktion anhand der Simulationsergebnisse, um optimale Teilequalität und -leistung zu erzielen.
Durch die Einbeziehung dieser Schlüsselelemente in die Konstruktion von Kunststoffspritzgussformen können Hersteller Formen herstellen, die in der Lage sind, qualitativ hochwertige, präzise und gleichmäßige Formteile mit minimalen Defekten und optimaler Effizienz zu produzieren.
Formfüllanalyse zur Optimierung der Werkzeugkonstruktion
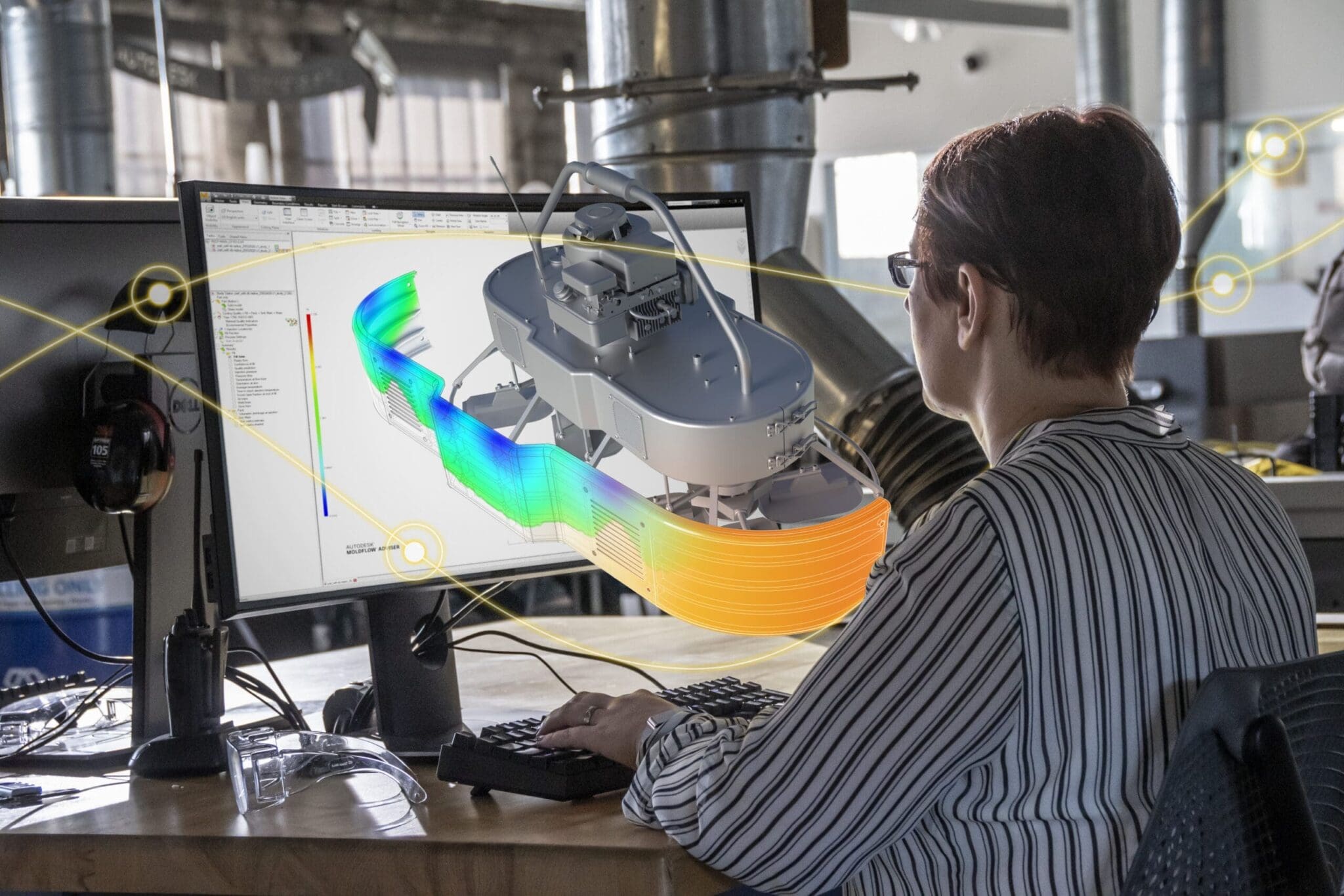
Die Formfüllanalyse ist ein wichtiges Werkzeug für die Konstruktion und Optimierung von Formen für Spritzgießverfahren. Hier erfahren Sie, wie sie funktioniert und warum sie so wichtig ist:
-
Formfüllanalyse verstehen : Die Formfüllanalyse simuliert den Fluss von geschmolzenem Kunststoff im Formhohlraum während des Spritzgießprozesses. Sie prognostiziert das Materialverhalten unter verschiedenen Verarbeitungsbedingungen, einschließlich Fließmuster, Druckverteilung, Abkühlgeschwindigkeit und potenzieller Defekte.
-
Designoptimierung : Durch die Analyse des Formflusses können Konstrukteure potenzielle Probleme wie Lufteinschlüsse, Schweißnähte, Einfallstellen und Verzug bereits vor der Formenherstellung erkennen. Dies ermöglicht iterative Designverbesserungen zur Optimierung der Teilequalität, Minimierung von Produktionsfehlern und Verbesserung der Herstellbarkeit.
-
Materialauswahl : Die Formfüllanalyse hilft bei der Auswahl des geeigneten Kunststoffmaterials für die geplante Anwendung, indem sie dessen rheologische Eigenschaften, Schmelztemperatur, Viskosität und Fließverhalten beim Spritzgießen bewertet. Dies gewährleistet die Kompatibilität zwischen Material und Formdesign und führt zu besserer Bauteilleistung und -konsistenz.
-
Anguss- und Verteilerdesign : Die Formfüllanalyse unterstützt die Optimierung von Anguss- und Verteilerdesigns für einen effizienten Materialfluss und eine gleichmäßige Füllung des Formhohlraums. Sie hilft, die optimale Position, Größe und Geometrie von Angüssen und Verteilern zu bestimmen, um Fließbeschränkungen zu minimieren, den Druckverlust zu reduzieren und Bauteilfehler wie unvollständige Füllung und Fließverzögerungen zu vermeiden.
-
Auslegung des Kühlsystems : Eine optimale Kühlung ist beim Spritzgießen unerlässlich, um eine gleichbleibende Teilequalität zu erzielen und die Zykluszeiten zu minimieren. Mithilfe der Formfüllanalyse können Konstrukteure die Anordnung der Kühlkanäle im Werkzeug optimieren und so optimale Kühlraten und eine gleichmäßige Temperaturverteilung über die gesamte Teilegeometrie gewährleisten. Dies trägt dazu bei, Verzug, Schwindung und Eigenspannungen in den Formteilen zu vermeiden.
-
Vorhersage des Bauteilverhaltens : Die Formfüllanalyse liefert Erkenntnisse darüber, wie sich das Formteil nach dem Entformen verhält, einschließlich Maßgenauigkeit, Schwindung, Verzug und Eigenspannungen. Durch die Simulation des Abkühl- und Erstarrungsprozesses können Konstrukteure potenzielle Probleme, die während der Produktion oder in der Endanwendung auftreten können, vorhersehen und minimieren.
-
Iterative Verbesserung : Die Formfüllanalyse ermöglicht einen iterativen Designprozess, in dem Konstrukteure schnell mehrere Designiterationen bewerten, deren Auswirkungen auf die Teilequalität und Herstellbarkeit beurteilen und fundierte Entscheidungen zur Optimierung des Werkzeugdesigns vor der Fertigung treffen können. Dieser iterative Ansatz spart Zeit und Kosten, da der Bedarf an physischen Prototypen und Versuch-und-Irrtum-Tests minimiert wird.
-
Verkürzung der Markteinführungszeit : Durch die präzise Vorhersage und frühzeitige Behebung potenzieller Probleme im Spritzgussverfahren trägt die Formfüllanalyse dazu bei, den Produktentwicklungszyklus zu optimieren und die Markteinführungszeit neuer Produkte zu verkürzen. Sie ermöglicht es Designern, Fertigungsherausforderungen bereits in der Designphase proaktiv zu erkennen und zu lösen, was zu einem schnelleren und kostengünstigeren Produktionshochlauf führt.
Zusammenfassend lässt sich sagen, dass die Formfüllanalyse ein unverzichtbares Werkzeug zur Optimierung der Formkonstruktion ist und Konstrukteuren hilft, eine bessere Teilequalität, eine höhere Produktionseffizienz und eine kürzere Markteinführungszeit bei Spritzgussverfahren zu erreichen.

In der Kunststoffspritzgusstechnik verwendete Formmaterialien
Spritzgießen ist ein äußerst vielseitiges Fertigungsverfahren zur Herstellung einer breiten Palette von Kunststoffteilen und -produkten. Die Wahl des Formmaterials ist entscheidend, da sie die Qualität, Haltbarkeit und Wirtschaftlichkeit des Spritzgießprozesses direkt beeinflusst. Im Folgenden sind einige gängige Formmaterialien für das Spritzgießen aufgeführt:
-
Stahllegierungen :
- Werkzeugstahl (z. B. P20, H13) : Werkzeugstähle werden aufgrund ihrer ausgezeichneten Verschleißfestigkeit, Zähigkeit und Bearbeitbarkeit häufig für Spritzgussformen eingesetzt. P20 ist ein vielseitiger Allzweck-Werkzeugstahl, der für zahlreiche Anwendungen geeignet ist, während H13 eine höhere Härte und Hitzebeständigkeit aufweist und sich daher für die Serienfertigung und das Formen von abrasiven Materialien eignet.
-
Edelstahl :
- SUS 420, SUS 316 : Edelstahlformen bieten eine gute Korrosionsbeständigkeit und eignen sich zum Formen von korrosiven oder hochtemperaturbeständigen Materialien. SUS 420 wird häufig für allgemeine Formanwendungen eingesetzt, während SUS 316 eine höhere Korrosionsbeständigkeit aufweist und sich daher für das Formen von medizinischen oder lebensmitteltauglichen Kunststoffen eignet.
-
Aluminiumlegierungen :
- Aluminium 7075, Aluminium 6061 : Aluminiumformen sind leicht und bieten eine hervorragende Wärmeleitfähigkeit, was eine schnellere Abkühlung und kürzere Zykluszeiten ermöglicht. Aluminium 7075 ist eine hochfeste Legierung, die sich für die Serienfertigung eignet, während Aluminium 6061 kostengünstiger ist und sich für Prototypen oder Kleinserien eignet.
-
Berylliumkupfer :
- C17200 (Legierung 25) : Formen aus Berylliumkupfer bieten eine hervorragende Wärmeleitfähigkeit und hohe Festigkeit, was einen schnellen Wärmeaustausch und kürzere Zykluszeiten ermöglicht. Sie werden häufig zum Formen dünnwandiger oder komplexer Teile verwendet, die eine schnelle Abkühlung erfordern.
-
Vorgehärteter Stahl :
- NAK80, 718 : Vorgehärtete Stähle bieten gute Bearbeitbarkeit und Dimensionsstabilität, wodurch eine Wärmebehandlung nach der Bearbeitung entfällt. NAK80 ist eine beliebte Wahl für die Herstellung optischer und elektronischer Bauteile, während 718 eine höhere Härte und Verschleißfestigkeit aufweist und sich daher für die Verarbeitung abrasiver Materialien eignet.
-
Werkzeugkunststoffe und Verbundwerkstoffe :
- Epoxid-Werkzeugplatten, RenShape : Werkzeugkunststoffe und -verbundwerkstoffe werden zur schnellen und kostengünstigen Herstellung von Prototypen oder Kleinserienformen eingesetzt. Epoxid-Werkzeugplatten bieten gute Dimensionsstabilität und Oberflächengüte, während RenShape ein leichtes, bearbeitbares Material ist, das sich für die Herstellung komplexer Formen eignet.
Die Wahl des Formmaterials hängt von Faktoren wie Teilekomplexität, Produktionsvolumen, Materialverträglichkeit, Oberflächenbeschaffenheit und Budgetvorgaben ab. Ingenieure und Formenkonstrukteure bewerten diese Faktoren sorgfältig, um das jeweils am besten geeignete Formmaterial für die jeweilige Anwendung auszuwählen und so optimale Leistung und Wirtschaftlichkeit im Spritzgießprozess zu gewährleisten.

Arten von Kunststoffspritzgussformen
Spritzgussformen sind unverzichtbare Werkzeuge im Herstellungsprozess von Kunststoffteilen. Sie sind in verschiedenen Ausführungen erhältlich, die jeweils für spezifische Anwendungen und Produktionsanforderungen entwickelt wurden. Hier sind einige gängige Arten von Spritzgussformen:
-
Zweiplattenform: Wie der Name schon sagt, besteht eine Zweiplattenform aus zwei Hauptplatten: der Kavitätsplatte und der Kernplatte. Diese Platten sind an der stationären bzw. beweglichen Seite der Spritzgießmaschine montiert. Die Kavitätsplatte enthält die Kavität, die die äußere Form des Formteils bildet, während die Kernplatte den Kern enthält, der die inneren Merkmale des Teils formt.
Bei einem Zweiplattenwerkzeug sind Formhohlraum und Kern so ausgerichtet, dass sie im geschlossenen Zustand einen vollständigen Formhohlraum bilden. Geschmolzener Kunststoff wird in diesen Hohlraum eingespritzt, füllt ihn aus und nimmt die Form an. Sobald der Kunststoff abgekühlt und erstarrt ist, öffnet sich die Form und das Formteil wird entnommen.
Zweiplattenformen sind relativ einfach konstruiert und daher kostengünstig und für ein breites Anwendungsspektrum geeignet. Allerdings eignen sie sich möglicherweise nicht für Teile mit komplexen Geometrien oder Merkmalen, die Seitenbetätigungsmechanismen erfordern.
-
Dreiplattenform: Eine Dreiplattenform ist komplexer als eine Zweiplattenform und besteht aus drei Hauptplatten: der Kavitätsplatte, der Kernplatte und einer dritten Platte, der sogenannten Angussplatte oder Abstreiferplatte. Die Angussplatte befindet sich zwischen der Kavitäts- und der Kernplatte und enthält Kanäle (Angusskanäle), die den geschmolzenen Kunststoff von der Einspritzdüse in die Kavität leiten.
Bei einem Dreiplattenwerkzeug dient die Angussplatte dazu, Anguss, Verteilerkanäle und Anschnitte vom Formteil zu trennen und so das Auswerfen zu erleichtern. Beim Öffnen des Werkzeugs bewegt sich die Angussplatte unabhängig von den Formhohlraum- und Kernplatten und ermöglicht so das Entfernen von Anguss und Verteilerkanälen.
Dreiplattenformen werden häufig dort eingesetzt, wo die Anguss- und Verteilergestaltung entscheidend ist, beispielsweise bei Mehrkavitätenformen oder Formen mit komplexen Verteilersystemen. Sie bieten mehr Flexibilität bei der Positionierung des Angusses und können durch die Möglichkeit des Recyclings von Verteilermaterial zur Abfallminimierung beitragen.
-
Einkavitätenformen: Einkavitätenformen fertigen ein Teil pro Zyklus. Sie eignen sich für die Kleinserienfertigung oder für große Teile, bei denen mehrere Kavitäten unpraktisch wären. Einkavitätenformen werden häufig für Prototypen oder die Kleinserienfertigung eingesetzt.
-
Mehrfachformen: Mehrfachformen verfügen über zwei oder mehr identische Kavitäten und ermöglichen so die gleichzeitige Fertigung mehrerer Teile in einem Formzyklus. Sie werden eingesetzt, um die Produktionseffizienz zu steigern und die Stückkosten in der Serienfertigung zu senken. Mehrfachformen finden häufig Anwendung in Branchen wie der Automobil-, Elektronik- und Konsumgüterindustrie.
-
Familienformen: Familienformen bestehen aus mehreren Kavitäten, die jeweils gleichzeitig unterschiedliche Teile herstellen. Dies ermöglicht die Fertigung von Baugruppen oder Teilesätzen in einem einzigen Formvorgang, optimiert die Fertigungsprozesse und reduziert Produktionszeit und -kosten. Familienformen eignen sich besonders für die Herstellung von Komponenten, die im Endprodukt zusammengefügt werden.
-
Heißkanalsysteme: Heißkanalsysteme nutzen ein System beheizter Kanäle, um geschmolzenen Kunststoff direkt in den Formhohlraum zu befördern. Dadurch entfällt der Bedarf an Angusskanälen und der Materialverbrauch wird reduziert. Sie eignen sich ideal für die Serienfertigung, bei der kurze Zykluszeiten und minimaler Materialverbrauch entscheidend sind. Heißkanalsysteme werden häufig in Branchen wie Verpackung, Medizintechnik und Unterhaltungselektronik eingesetzt.
-
Kaltkanalsysteme: Kaltkanalsysteme verfügen über ein System unbeheizter Kanäle (Angusskanäle), die den geschmolzenen Kunststoff von der Spritzgießeinheit in den Formhohlraum befördern. Nach jedem Zyklus muss das überschüssige Material in den Angusskanälen entfernt werden, was zu Materialverlusten führt. Kaltkanalsysteme werden häufig für die Fertigung kleinerer Stückzahlen oder dann eingesetzt, wenn Heißkanalsysteme aufgrund von Materialanforderungen oder Kostengründen nicht realisierbar sind.
-
Einlegeformen: Bei Einlegeformen werden Metall- oder Kunststoffeinsätze vor dem Einspritzen in den Formhohlraum eingesetzt. Dadurch werden vorgeformte Bauteile oder Einsätze im Formteil eingeschlossen. Sie dienen der Herstellung von Teilen mit integrierten Funktionen oder zur Verbesserung von Festigkeit und Funktionalität. Einlegeformen finden häufig Anwendung in Branchen wie der Automobil-, Luft- und Raumfahrt- sowie Elektronikindustrie.
-
Zweikomponenten-Spritzgießverfahren ermöglichen das Einspritzen mehrerer Materialien oder Farben in dieselbe Form, um mehrschichtige oder mehrkomponentige Bauteile herzustellen. Sie werden häufig zur Fertigung von Soft-Touch-Griffen, mehrfarbigen Teilen oder Teilen mit integrierten Dichtungen eingesetzt. Das Spritzgießen findet oft Anwendung in Branchen wie Unterhaltungselektronik, Medizintechnik und Haushaltsgeräte.
-
Prototypenformen: Prototypenformen dienen der kostengünstigen Herstellung von Prototypen oder Kleinserien für Test- und Validierungszwecke. Sie werden häufig aus preiswerteren Materialien gefertigt und weisen im Vergleich zu Serienformen ein vereinfachtes Design auf. Prototypenformen sind unerlässlich für die Produktentwicklung und Iterationsprozesse in Branchen wie Konsumgüter, Industrieanlagen und Medizintechnik.
Dies sind einige der wichtigsten Arten von Kunststoffspritzgussformen, die in der Fertigung eingesetzt werden. Die Auswahl des geeigneten Formtyps hängt von Faktoren wie Produktionsvolumen, Teilekomplexität, Materialanforderungen und Kostenüberlegungen ab.
