设计
模流分析
我们可提供所有塑料解决方案。
首先,很多人认为,只要知道浇口位置,就不需要进行模流分析。这是一种误解,不仅对降低成本和缩短工期帮助不大,也无法避免其他问题。没错,你或许能够完成零件的填充和生产,但这些零件在第一次试制时就能达到最佳状态吗?这个问题可以通过模流分析来解答。
很多时候,您可能知道零件的整体浇口区域,但却无法精确定位浇口位置,从而无法确保零件和型腔周围填充完全平衡。这种2-10%的轻微不平衡就足以造成诸多成型问题,这些问题有时在加工过程中难以察觉,而是隐藏在更长的成型周期、冷却问题、保压问题、废品率、表面质量、浇口或流线、表面光洁度、加工窗口以及锁模吨位等因素中。在当今竞争激烈的市场中,这些问题足以吞噬您的利润。如果您借助像Ideal Tech, Inc.这样的专业机构进行分析,不仅可以避免此类问题,还能改进产品,节省成本和时间。从长远来看,这足以增加您的利润,提升公司的竞争力,并生产出更高质量的产品。
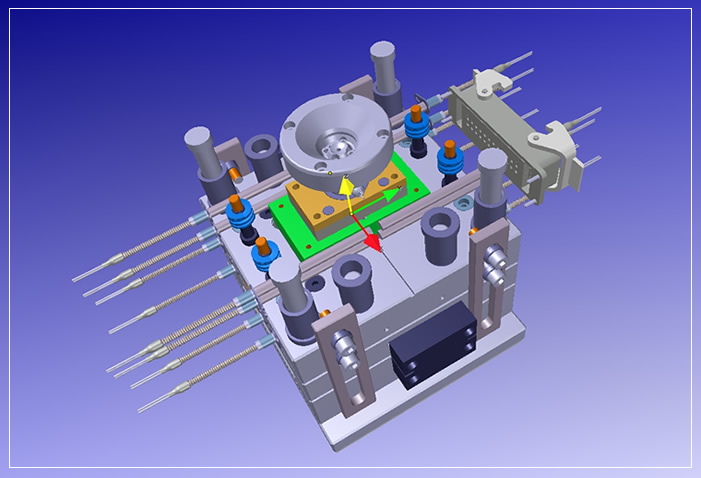
模具设计服务
-
零件设计分析:了解最终注塑零件的要求和限制条件。分析零件的几何形状、功能要求、材料选择和美观性考量。确保零件设计适合注塑成型,并能高效制造。
-
浇口设计:确定将熔融塑料注入模腔的浇口位置、尺寸和类型。选择能够最大限度缩短流动距离、减少熔接线并促进材料均匀分布的浇口位置。常见的浇口类型包括边缘浇口、针状浇口和热流道系统。
-
流道系统:设计流道系统,使熔融塑料能够高效地从注塑单元输送到模腔。需考虑流量、压降、平衡和冷却等因素。优化流道布局、直径和长度,以最大限度地减少浪费和缩短生产周期。
-
冷却系统:设计高效的冷却系统,以散发模腔和型芯的热量。确保均匀冷却,防止成型件出现翘曲、收缩和内应力。在靠近模腔表面的位置设置冷却通道,并针对复杂几何形状采用随形冷却技术。
-
分型线和模具分割:确定模具两半分离的分型线。设计模具分割,以便于轻松脱模并尽可能简化模具。根据需要,在模具中加入滑块、顶杆和嵌件等结构,以适应倒扣和复杂几何形状。
-
拔模斜度:在零件设计中设置拔模斜度,有助于脱模并防止倒扣。确保垂直表面具有足够的拔模斜度,以便零件能够轻松地从模腔中取出。通常建议每侧拔模斜度为 1-2 度。
-
表面光洁度和纹理:指定模制零件所需的表面光洁度和纹理。根据要求设计模腔和型芯,以达到所需的表面质量,无论是光滑、纹理化还是图案化。考虑零件的美观性、功能性和脱模要求等因素。
-
排气:在整个模腔内提供充足的排气,以便在注塑过程中排出空气和气体。通过在分型线沿线和易积气区域策略性地设置排气槽、微型排气孔或顶针,防止出现气泡、空隙和烧痕。
-
顶出系统:设计一个有效的顶出系统,以便在成型件凝固后将其从模腔中取出。可使用顶针、顶杆或液压顶出器,以方便零件脱模,同时避免损坏模具或零件。
-
模具考量:考虑模具尺寸、复杂性和可制造性等模具限制因素。优化模具设计,以实现高效的制造、装配和维护。在确保高精度和耐用性的同时,最大限度地降低模具成本和交货周期。
-
仿真与分析:利用模流分析软件模拟注塑成型过程,预测潜在问题,例如气穴、熔接线和缩痕。根据仿真结果优化模具设计,以实现最佳的零件质量和性能。
通过将这些关键要素融入塑料注塑模具设计中,制造商可以生产出能够以最小的缺陷和最佳的效率生产高质量、精确且一致的模制零件的模具。
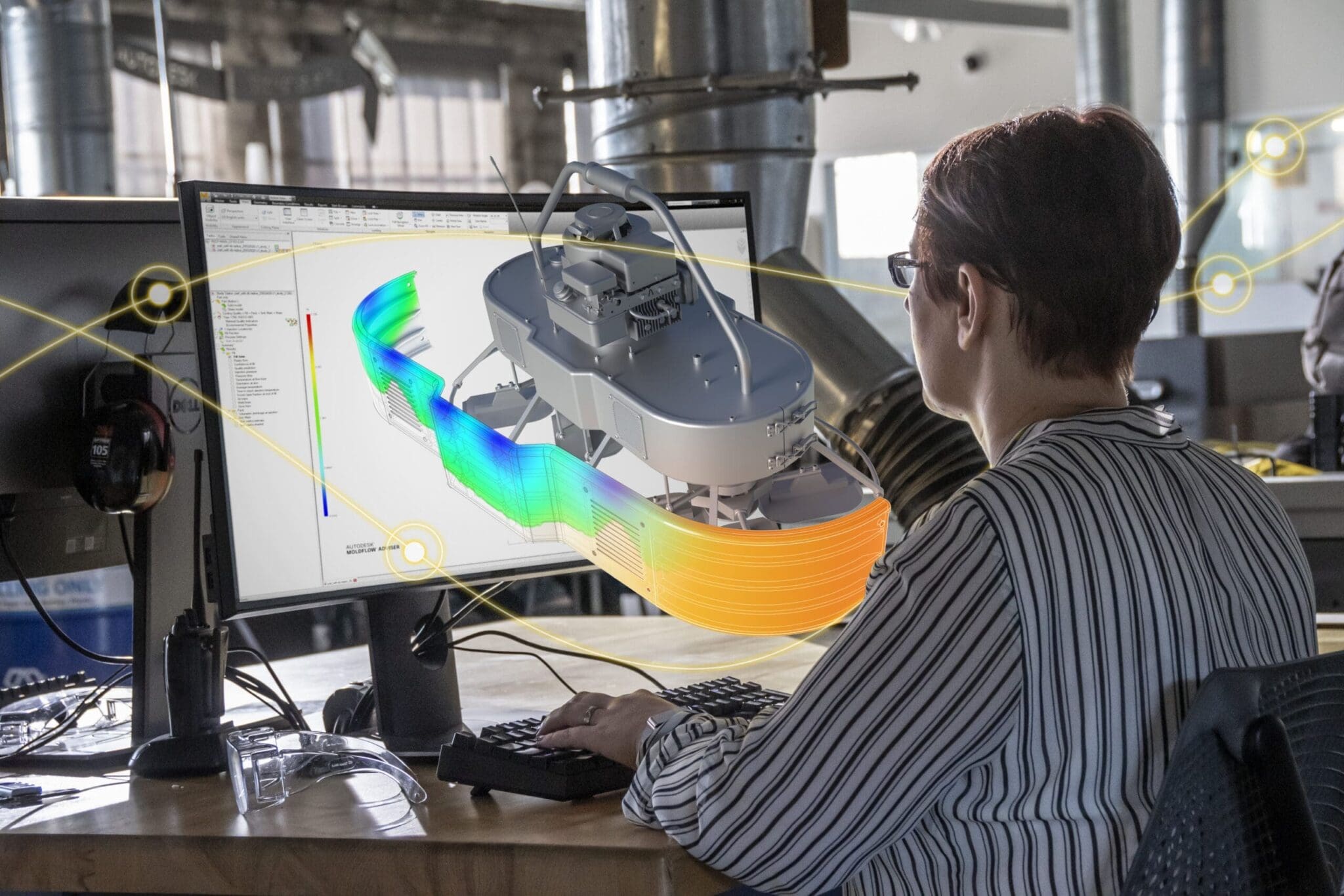
用于模具设计优化的模流分析
模流分析是注塑成型模具设计和优化中的关键工具。以下是它的工作原理及其重要性:
-
了解模流:模流分析模拟注塑成型过程中熔融塑料材料在模腔内的流动。它预测材料在不同加工条件下的行为,包括流动模式、压力分布、冷却速率和潜在缺陷。
-
优化设计:通过分析模流,设计人员可以在模具制造之前识别潜在问题,例如气穴、熔接线、缩痕和翘曲。这使得设计人员能够迭代改进设计,从而优化零件质量、最大限度地减少生产缺陷并提高可制造性。
-
材料选择:模流分析通过评估塑料材料的流变性能、熔体温度、粘度和注塑成型过程中的流动行为,帮助选择适合预期用途的塑料材料。这确保了材料与模具设计的兼容性,从而提高零件的性能和一致性。
-
浇口和流道设计:模流分析有助于优化浇口和流道设计,从而实现高效的材料流动和模腔的均衡填充。它有助于确定浇口和流道的最佳位置、尺寸和几何形状,以最大限度地减少流动阻力、降低压降并防止零件缺陷,例如短射和流动停滞。
-
冷却系统设计:在注塑成型中,适当的冷却对于确保零件质量均匀和缩短生产周期至关重要。模流分析能够帮助设计人员优化模具内冷却通道的布局,从而确保最佳冷却速率和均匀的温度分布。这有助于防止成型零件出现翘曲、收缩和残余应力。
-
预测零件行为:模流分析能够深入了解模塑零件脱模后的行为,包括尺寸精度、收缩率、翘曲和残余应力。通过模拟冷却和凝固过程,设计人员可以预测并缓解生产或最终应用中可能出现的问题。
-
迭代改进:模流分析有助于实现迭代设计流程,设计人员可以快速评估多个设计方案,分析其对零件质量和可制造性的影响,并在制造前做出明智的决策以优化模具设计。这种迭代方法最大限度地减少了对物理原型和反复试验的需求,从而节省了时间和成本。
-
缩短产品上市时间:通过准确预测并提前解决潜在的成型问题,模流分析有助于简化产品开发周期,加快新产品上市速度。它使设计人员能够在设计阶段早期主动识别并解决制造难题,从而实现更快、更经济高效的量产。
总之,模流分析是模具设计优化的不可或缺的工具,它可以帮助设计人员在注塑成型过程中获得更好的零件质量、更高的生产效率和更短的上市时间。

塑料注塑成型中使用的模具材料
注塑成型是一种用途广泛的制造工艺,用于生产各种塑料零件和产品。模具材料的选择至关重要,因为它直接影响成型工艺的质量、耐用性和成本效益。以下是注塑成型中一些常用的模具材料:
-
钢合金:
- 工具钢(例如 P20、H13) :工具钢因其优异的耐磨性、韧性和可加工性而被广泛用于注塑模具。P20 是一种用途广泛的通用工具钢,适用于多种应用;而 H13 则具有更高的硬度和耐热性,使其适用于大批量生产和磨蚀性材料的成型。
-
不锈钢:
- SUS 420、SUS 316 :不锈钢模具具有良好的耐腐蚀性,适用于成型腐蚀性或高温材料。SUS 420 常用于通用成型应用,而 SUS 316 具有更高的耐腐蚀性,使其更适用于成型医用或食品级塑料。
-
铝合金:
- 铝合金7075、铝合金6061 :铝制模具重量轻,导热性能优异,可实现更快的冷却速度和更短的生产周期。铝合金7075是一种高强度合金,适用于大批量生产;而铝合金6061则更具成本效益,更适合原型制作或小批量生产。
-
铍铜:
- C17200(合金 25) :铍铜模具具有优异的导热性和高强度,可实现快速热传递并缩短成型周期。它们常用于成型需要快速冷却的薄壁或复杂零件。
-
预硬化钢:
- NAK80、718 :预硬化钢具有良好的加工性和尺寸稳定性,无需进行加工后热处理。NAK80 是成型光学和电子零件的常用材料,而 718 则具有更高的硬度和耐磨性,适用于成型磨蚀性材料。
-
模具树脂和复合材料:
- 环氧树脂模具板,RenShape :模具树脂和复合材料用于快速、经济高效地制作原型或小批量模具。环氧树脂模具板具有良好的尺寸稳定性和表面光洁度,而RenShape是一种轻质、易加工的材料,适用于制作复杂的模具。
模具材料的选择取决于多种因素,例如零件的复杂程度、生产规模、材料兼容性、表面光洁度要求以及预算限制。工程师和模具设计师会仔细评估这些因素,为每种具体应用选择最合适的模具材料,以确保注塑成型工艺的最佳性能和成本效益。

塑料注塑模具的类型
注塑模具是塑料零件制造过程中必不可少的工具。它们种类繁多,每种模具都针对特定的应用和生产要求而设计。以下是一些常见的注塑模具类型:
-
双板模具:顾名思义,双板模具由两块主要板材组成:型腔板和型芯板。这两块板材分别安装在注塑机的固定侧和移动侧。型腔板包含型腔,用于形成成型零件的外部形状;而型芯板包含型芯,用于形成零件的内部特征。
在双板模具中,型腔和型芯对齐,闭合后形成完整的模腔。熔融塑料被注入该型腔,填充空间并成型。塑料冷却凝固后,模具打开,零件被取出。
双板模具的设计和结构相对简单,因此成本效益高,适用于多种应用。但是,对于几何形状复杂或需要侧向作用机构的零件,双板模具可能并不适用。
-
三板模:三板模比两板模更复杂,它由三块主要板组成:型腔板、型芯板和第三块板,后者被称为流道板或脱料板。流道板位于型腔板和型芯板之间,其内部设有通道(流道),用于引导熔融塑料从注塑喷嘴流入模腔。
在三板模具中,流道板的作用是将浇口、流道和浇注口与成型件隔开,从而便于脱模。模具打开时,流道板独立于型腔板和型芯板移动,便于移除浇口和流道。
三板模具常用于浇注系统和流道设计至关重要的应用中,例如多腔模具或具有复杂流道系统的模具。它们在浇注位置方面提供了更大的灵活性,并且可以通过回收流道材料来最大限度地减少浪费。
-
单腔模具:单腔模具每次循环生产一个零件。它们适用于小批量生产或生产多腔模具不切实际的大型零件。单腔模具常用于原型制作或小规模生产。
-
多腔模具:多腔模具具有两个或多个相同的型腔,可在每个成型周期内同时生产多个零件。它们用于提高生产效率并降低大批量生产的单位成本。多腔模具广泛应用于汽车、电子和消费品等行业。
-
家庭模具:家庭模具由多个型腔组成,每个型腔可同时生产不同的零件。这使得在单个成型周期内即可生产组件或成套零件,从而简化制造流程,缩短生产时间并降低成本。家庭模具尤其适用于生产最终产品中需要组装在一起的组件。
-
热流道模具:热流道模具利用加热通道系统将熔融塑料直接输送到模腔,无需流道,从而减少材料浪费。它们非常适合对生产周期和材料浪费要求极高的批量生产。热流道模具广泛应用于包装、医疗器械和消费电子等行业。
-
冷流道模具:冷流道模具采用一套未加热的流道系统,将熔融塑料从注塑单元输送到模腔。每次循环后,必须清除流道中多余的材料,从而造成一定的材料浪费。冷流道模具通常用于小批量生产,或因材料要求或成本考虑而无法使用热流道模具的情况。
-
嵌件模具:嵌件模具在注塑成型前将金属或塑料嵌件嵌入模腔中,从而将预成型部件或嵌件封装在成型零件内部。它们用于生产具有集成特征的零件,或提高零件的强度和功能。嵌件模具广泛应用于汽车、航空航天和电子等行业。
-
包覆成型/双色注塑模具:包覆成型或双色注塑模具可以将多种材料或颜色注入同一模具中,从而制造出具有多层或多层组件的零件。它们常用于生产触感柔软的把手、多色零件或带有集成密封件或垫圈的零件。包覆成型技术广泛应用于消费电子、医疗器械和家用电器等行业。
-
原型模具:原型模具用于生产低成本原型或小批量零件,以进行测试和验证。与生产模具相比,原型模具通常采用价格较低的材料制成,设计也较为简化。原型模具对于消费品、工业设备和医疗器械等行业的产品开发和迭代过程至关重要。
以下是一些制造业中常用的主要塑料注塑模具类型。选择合适的模具类型取决于多种因素,例如产量、零件复杂程度、材料要求和成本考量。
