高精度インサート成形ソリューションとオーバーモールディングの専門家

インサート成形:1,000以上の金型セットと5,000万個の部品を製造

インサート成形/オーバーモールドに使用する材料
-
• プラスチック原料:PPS、PPA、PBT、PET、PEI、PC、POM、ナイロンPA、PA6、PA66、PA9T、LCP、デルリン、アクリルなど。
-
• 特殊素材:ピーク
インサートに使用する材料
-
• 金属材質:真鍮、ステンレス、アルミニウム、スタンピング部品、金属加工ピン、ブッシング、金属コーティング、メッキ材料など。
-
• 特殊素材:セラミック、ガラス、チップ、ウエハー、ケーブル、PCB(プリント基板)など
インサート材料の選択の詳細については、「インサート成形のためのインサート材料の選択」をご覧ください。
インサート成形とは何ですか?
明利は、あらゆる種類のインサート成形金型とプラスチック射出成形部品の製造において40年以上の経験を有しています。当社のインサート成形部品は、様々な用途向けに設計・製造されています。ICインサート成形、ケーブルインサート成形、ガラスインサート成形の経験も豊富です。インサート成形とは、熱可塑性材料をインサート部品の周囲に成形し、強固に結合した一体型アセンブリを形成するプラスチック射出成形プロセスです。当社は金属インサートに関する知識に加え、そのコーティング、メッキ、成形の専門知識を有しており、お客様のご要望にお応えします。インサート成形プロセスに関するご質問等ございましたら、お気軽にお問い合わせください。
オーバーモールディングとは何ですか?
インサート成形とオーバーモールド
| 特徴 | インサート成形 | オーバーモールド |
|---|---|---|
| プロセス定義 | プラスチック部品内に予め成形されたインサートを埋め込みます。 | 既存の部品の上にプラスチックの層を追加します。 |
| 挿入材料 | 金属、セラミック、プラスチック、またはその他の材料。 | 通常はプラスチックの上にプラスチックが重ねてありますが、金属が含まれる場合もあります。 |
| 応用 | インサートへの強力な取り付けを必要とするコンポーネント。 | 追加のレイヤーや複数の材料の使用が必要な部品。 |
| 複雑 | インサートの正確な配置により高くなります。 | 高い、複数の成形ステップを伴います。 |
| サイクルタイム | 長くなるため、インサートの慎重な取り扱いが必要になります。 | 複数のステップから成るプロセスのため、時間がかかります。 |
| 料金 | インサートの材質と取り扱いにより、さらに高くなります。 | 追加の成形工程があるため、高くなります。 |
| 設計の柔軟性 | 高さが高く、さまざまなインサート形状やタイプを組み込むことができます。 | 高いため、クリエイティブなマルチマテリアルデザインが可能になります。 |
| 強さ | インサートと成形プラスチック間の強力で優れた結合。 | 層間の結合品質に応じて異なります。 |
| 一般的な用途 | 電気部品、ねじ部品、工具。 | グリップ、ハンドル、マルチマテリアルハウジング。 |
| ツール要件 | 複雑で、インサートを収容する必要があります。 | 複雑で、異なる材料ごとに複数の金型が必要です。 |
| 材料の適合性 | 幅広く多様なインサート材が使用可能です。 | 限定的、通常は同じまたは互換性のある材料。 |
- •インサート成形:プラスチック部品内にコンポーネントを統合するのに最適で、強度と耐久性を提供します。
- •オーバーモールディング:ベースコンポーネントに人間工学的な機能や追加レイヤーを追加するのに最適です。
どちらの技術もプラスチック部品の機能性と美観を向上させますが、どちらを選択するかは具体的なアプリケーション要件によって異なります。

オーバーモールディングとインサート成形の設計ガイドライン
オーバーモールディングとインサート成形に関する当社の基本ガイドラインには、部品の製造性の向上、外観の向上、全体的な製造時間の短縮に役立つ重要な設計上の考慮事項が含まれています。 詳しい詳細については、デザインガイドラインのページをご覧ください。

インサート成形とオーバーモールドの利点とメリット
金属製インサートとブッシングは、インサート射出成形プロセスで製造されるプラスチック部品や熱可塑性エラストマー製品の機械的特性を強化するために一般的に使用されます。インサート成形は、企業のプロセス改善から収益向上に至るまで、数多くのメリットをもたらします。インサート射出成形のメリットには、以下のようなものがあります。
• 強度と構造を改善する
• コンポーネントの信頼性を向上
• 部品の重量とサイズを削減
• 労働コストと組み立てコストを削減
• 設計の柔軟性を高める

インサート成形とオーバーモールディングの考慮事項
経験豊富なスタッフは、インサート成形とオーバーモールディングのプロセスに精通しています。インサート射出成形材料を原料とし、それらの材料からプラスチック射出成形インサートを製造する能力を備えています。しかし、インサート成形プロセスに関して最終決定を下す前に、考慮すべき要素がいくつかあります。インサート成形のコスト、特にインサートと金型のコストは、慎重に検討する必要があります。また、インサート自体も射出成形プロセスに耐えられる必要があります。圧力や温度によっては、インサートが損傷する可能性があるためです。その他、考慮すべき事項としては、以下のようなものがあります。
- • 成形工程中にインサートを保持する手段
- • 成形部品内に追加の保持強度を提供するボスまたはアンダーカット
- • インサート射出成形プロセスにおいて、どのような特定のコンポーネントとテクノロジーが単一のコンポーネントに組み合わされているかを理解する
インサート成形プロセスパラメータ
| パラメータ名 | ユニット | 範囲または値 | 注記 |
|---|---|---|---|
| 射出温度 | °C | 180-343 | 材質により異なる |
| 射出圧力 | MPa | 50~150 | 金型設計により異なる |
| 注入時間 | 秒 | 2-10 | 部品のサイズによって異なります |
| 冷却時間 | 秒 | 10~60歳 | 材質と部品の厚さによって異なります |
| クランプ力 | kN | 500~1500 | 金型のサイズによって異なります |
インサート成形材料の特性
| 材質名 | 硬度 | 融点 | 収縮率 | 注記 |
|---|---|---|---|---|
| ABS | 75~85歳 | 105~115℃ | 0.4~0.7% | 汎用素材 |
| PP (ポリプロピレン) | 85~95歳 | 130~170℃ | 1.0~2.5% | 優れた耐薬品性 |
| PBT (ポリブチレンテレフタレート) | 90~95 | 140~170℃ | 1.5~2.5% | 強靭性、耐溶剤性 |
| PC (ポリカーボネート) | 70~80 | 230~260℃ | 0.5~0.7% | 高い衝撃強度 |
| PAナイロン | 75~90 | 190~250℃ | 0.7~1.5% | 高い耐摩耗性 |
| ピーク | 85~90 | 343℃ | 1.2~1.5% | 高性能素材 |
| PEI (ウルテム) | 78-83 | 217~222℃ | 0.5~0.7% | 高い耐熱性 |
| PPS (ポリフェニレンサルファイド) | 80~100 | 200~240℃ | 0.6~1.4% | 耐薬品性、熱安定性、機械的強度 |

インサート成形のインサート仕様
| 名前を挿入 | 材料 | 寸法 | 重さ | 製造方法 |
|---|---|---|---|---|
| 真鍮インサート | 真鍮 | 様々な | 様々 | 機械加工 |
| ステンレススチールインサート | ステンレス鋼 | 様々な | 様々 | 機械加工 |
| アルミニウムインサート | アルミニウム | 様々な | 様々 | 機械加工 |
| セラミックインサート | セラミック | 様々な | 様々 | プレスと焼結 |
| ガラスインサート | ガラス | 様々な | 様々 | 成形 |
| 金属コーティング | 各種金属 | 様々な | 様々 | メッキ |
| チップインサート | シリコン | 様々な | 様々 | 製造 |
| ウェーハインサート | シリコン | 様々な | 様々 | 製造 |
| ケーブルインサート | 銅と絶縁材 | 様々な | 様々 | 押し出し |
| PCBインサート | 複合材料 | 様々な | 様々 | ラミネーションとエッチング |
インサート成形製造プロセス
| プロセスステップ | 説明 | 注記 |
|---|---|---|
| 材料の準備 | 必要なプラスチック顆粒とインサートを準備する | 材料が乾いていることを確認する |
| 金型の設置 | 金型を射出成形機に取り付ける | 型がきれいかどうか確認する |
| 挿入の配置 | インサートを金型に正しく配置する | インサートが正確に配置されていることを確認する |
| 射出成形 | 射出成形機が作動し、金型キャビティにプラスチックを充填する。 | 制御注入パラメータ |
| 冷却と排出 | 冷却後、金型を開いて完成した部品を取り出します。 | 部品の品質を検査する |
| 品質検査 | 部品が寸法、強度などに適合しているか確認します。 | 必要な品質テストを実施する |
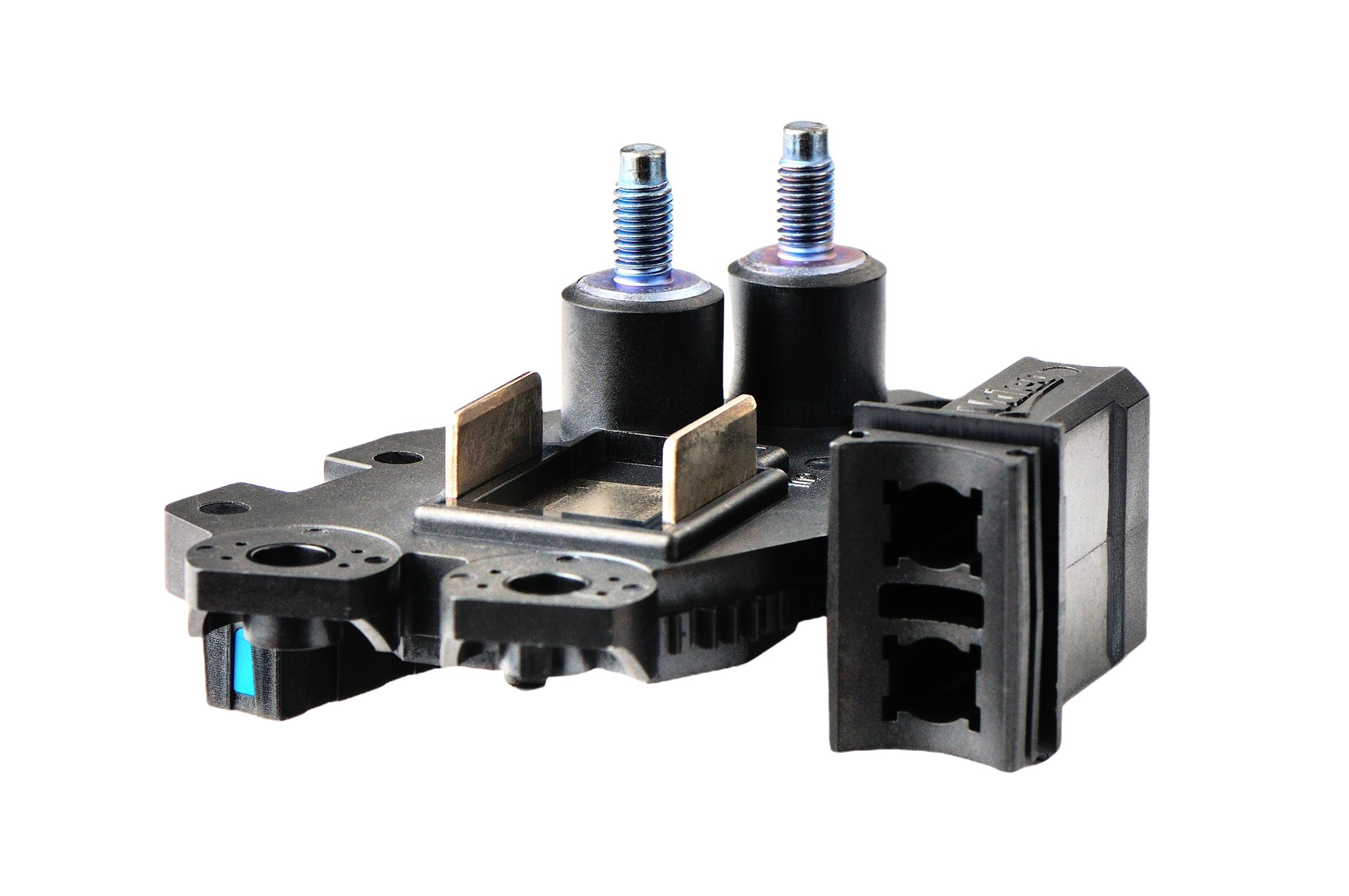
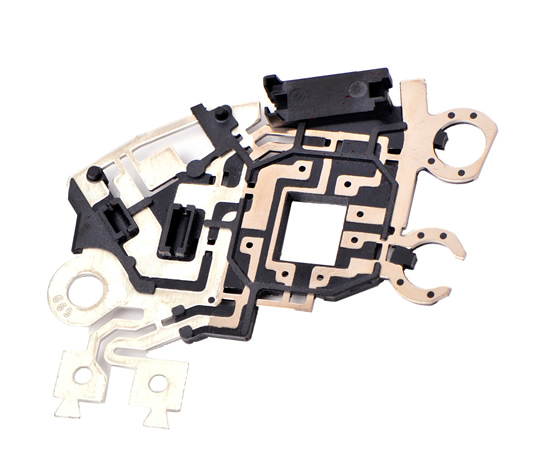
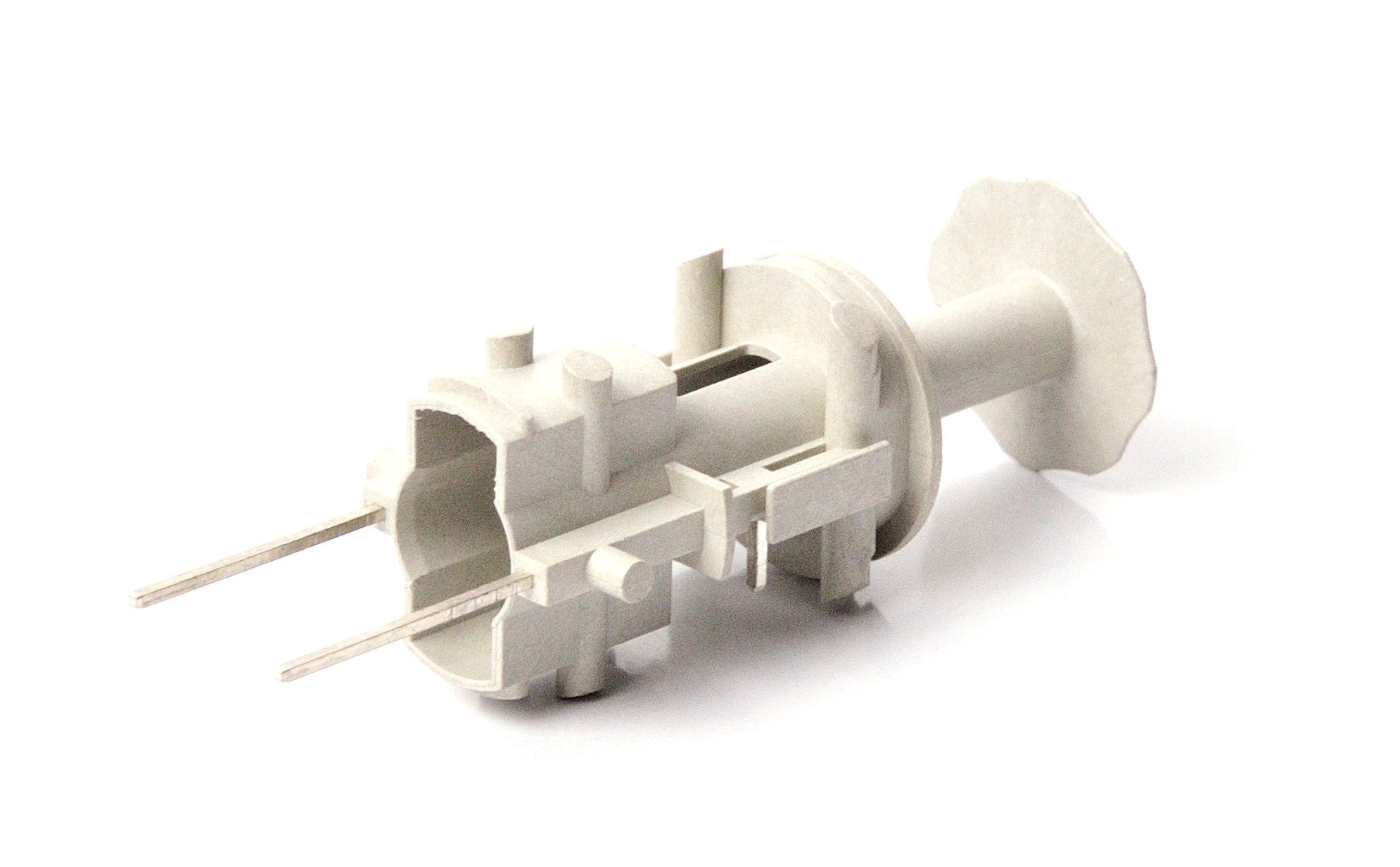
当社の代表的なインサート成形部品
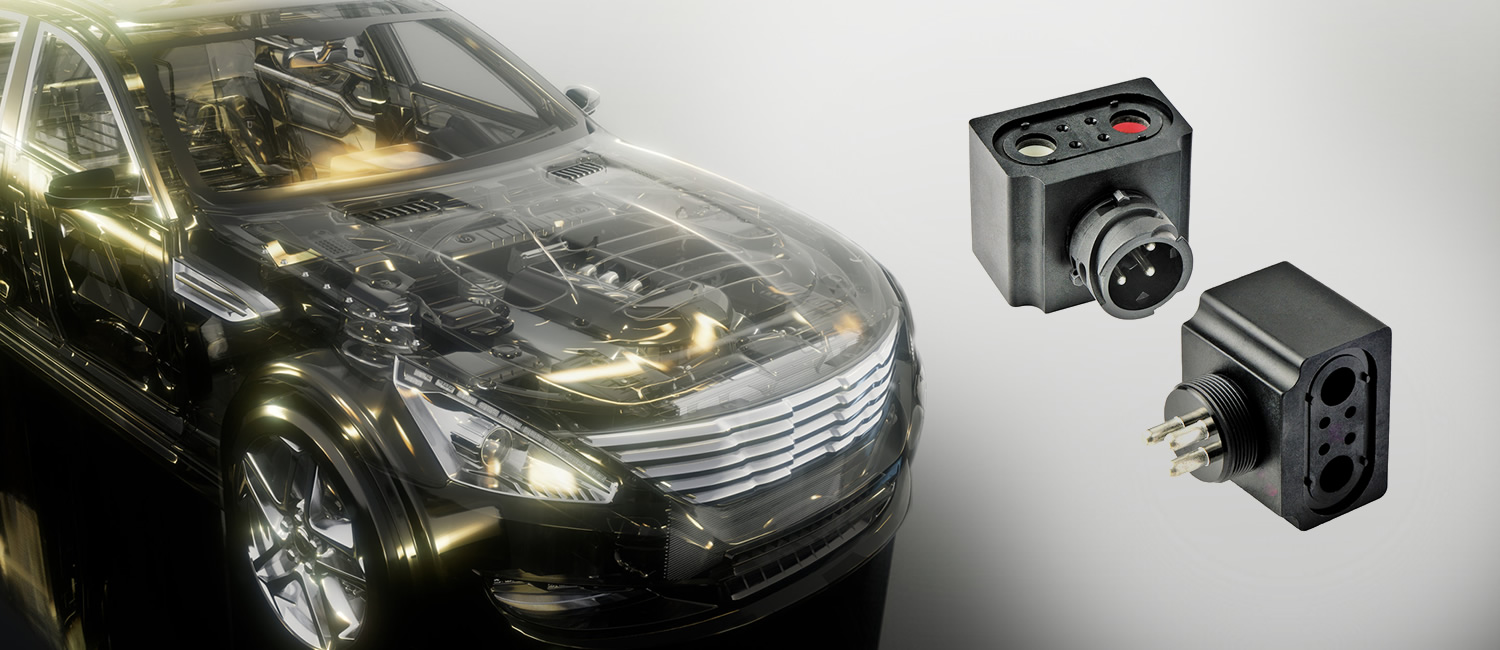
多くの業界は、部品設計にインサート成形を取り入れることでメリットを得ることができます。Ming-Liの精密インサート成形/オーバーモールディングは、軍事、自動車、インバーターモジュール、コンバーター、電力制御機器、電子機器、電気機器、医療、ライフサイエンス、銀行機器、航空宇宙、海洋、家具、建築部品など、幅広い業界をカバーしています。
製造されるインサート成形/オーバーモールドの種類は次のとおりです。
- • 電気および電子ピン
- • 電気および電子接点およびコネクタ
- • インバータモジュール

- • コンバーター
- • 電力制御装置
- • 自動車部品
- • スイッチ
- • 機械組立
- • ライフサイエンスセンサー
- • オーバーモールドモーターローターステーターラミネーションスタック
- • ソレノイドバルブ
- • 医療機器
- • ファスナー
- • ギア
インサート成形とオーバーモールディング金型設計の概要
当社の基本的なインサート成形およびオーバーモールディングの金型設計ガイドラインには、部品の製造性の向上、外観の向上、全体的な製造時間の短縮に役立つ重要な金型設計の考慮事項が含まれています。
インサート成形/オーバーモールディングは、特に多くの変数が絡み合い、無数の射出成形品でミスが再現される可能性があることを考えると、非常に複雑な作業です。Ming-Liは、部品設計の初期段階からインサート成形/オーバーモールディングサービスを提供しています。様々なプロセスに関する専門知識を活かし、部品の成功を阻む多くの落とし穴を回避できます。
インサート成形/オーバーモールド部品の設計には、いくつかの経験則が適用されます。オーバーモールドのエッジは、フェザー状ではなく、ストッパーまたは凹部に接する完全な厚みで急激に終端する必要があります。オーバーモールドの表面テクスチャは、金型からの部品の離型性を大幅に向上させます。また、部品が実際よりも柔らかく見える印象を与え、成形工程における欠陥を隠蔽します。十分な抜き勾配も離型性を高めます。金型設計者は、ゲートとベントの設計に細心の注意を払う必要があります。
インサート成形を使用する場合、設計者は特有のエンジニアリング上の課題に直面する可能性があります。強度と汎用性の向上という利点と、製造レビューのためのより慎重な設計の必要性を比較検討する必要があります。以下に、考慮すべき有用なガイドラインをいくつか示します。
- 最大の懸念は樹脂の収縮です。これにより継手周囲に環状応力が生じ、特に部品が機械的な張力を受けている場合は、時間の経過とともに亀裂が生じる可能性があります。これを防ぐ方法は次のとおりです。
- •収縮率が比較的低い樹脂材料を使用します。
- • 充填剤で強化された樹脂材料を使用します。
- • インサートを広い面積のプラスチックで囲みます。
- • ボスとリブでインサートをサポートします。
- • 成形前にインサートを予熱します。これにより、樹脂とインサートが同時に冷却・収縮し、材料間の応力が軽減されます。
- 所定の位置に固定するために、ローレット面を持つ既製のインサートを使用します。
- ストレスを軽減するために、鋭い角を避け、代わりに丸みを帯びたプロファイルを使用します。
- インサートをわずかに凹ませるように設計します。これにより、工具の損傷を防ぐことができます。

X線CT 3Dスキャンによるインサート成形部品検査への応用(Ming-Li著)
1. 検査用X線CT 3Dスキャンの紹介
X線コンピュータ断層撮影(CT)3Dスキャンは、インサート成形部品の外観と内部の両方の特徴を検査するために使用される高度な非破壊検査方法です。この技術は詳細な3D画像を作成し、包括的な検査を可能にすることで、部品が厳格な品質基準を満たしていることを保証します。
2.インサート成形検査におけるX線CT 3Dスキャンの主な用途
-
•内部構造検証: X線CTスキャンにより、メーカーは部品を切断することなく、成形プラスチック内部のインサートの配置を検査できます。これにより、インサートが正しく配置され、完全に封止されていることが保証され、位置ずれや不完全な接合などの問題を防止できます。
-
•ボイドおよび欠陥の検出:この技術は、インサート成形部品の完全性と性能を損なう可能性のあるボイド、クラック、その他の内部欠陥の検出に非常に効果的です。これらの欠陥は従来の検査方法では検出できないことが多いため、X線CTスキャンは特に有用です。
-
•寸法精度と公差チェック: X線CT 3Dスキャンは、インサート成形部品内の複雑な形状を正確に測定し、すべての寸法が規定の公差内であることを保証します。これは、特に精度が最優先される用途において、部品の機能性と信頼性を維持するために不可欠です。
-
•材料の完全性と接合:この技術は、インサートと周囲のプラスチックとの接合品質の評価も可能にします。X線CTスキャンは、異なる材料間の界面を分析することで、部品の破損につながる可能性のある潜在的な弱点や不完全な接合を特定できます。
3. X線CTスキャンによる検査の利点
-
•非破壊検査:部品の分解や切断が必要になる従来の方法とは異なり、X 線 CT スキャンは完全に非破壊であるため、部品を物理的に変更することなく検査できます。
-
•包括的な分析:部品の完全な 3D イメージを生成できるため、表面レベルの方法に比べてより徹底した検査が可能になり、潜在的な問題をすべて特定して対処できます。
-
•品質管理の効率: X 線 CT スキャンは、欠陥を迅速に特定し、複数の検査手順の必要性を減らし、検出されない問題のリスクを最小限に抑えることで、品質管理プロセスを合理化します。
-
•自動車部品:自動車業界では、金属とプラスチックの複合部品にインサート成形が用いられています。X線CTスキャンは、内部構造や材料界面を徹底的に検査することで、これらの部品が安全性と耐久性の基準を満たしていることを確認します。
-
•医療機器:医療機器では、小さな欠陥でも重大な結果を招く可能性がありますが、X 線 CT スキャンは、すべての部品が医療業界の厳しい要件を満たしていることを保証するために必要な精度と信頼性を提供します。
-
•民生用電子機器:導電性インサートの配置と整合性が重要な電子機器では、X 線 CT スキャンにより、位置ずれや不完全な封止など、パフォーマンスに影響を与える可能性のある欠陥が部品にないことを確認できます。
X線CT 3Dスキャンは、インサート成形部品の検査に不可欠な技術であり、比類のない精度と信頼性を提供します。部品の内部構造に関する詳細な情報を提供することで、メーカーは高い品質基準を維持し、最終製品の機能性と耐久性を確保することができます。

次世代の環境に優しい自動車部品のための当社のインサート成形技術の応用
インサート成形部品技術は、近年、EV車のインバーター、コンバーター、パワーモジュールなどに広く採用されています。Ming-Liのインサート成形技術は、熱可塑性材料をインサート部品の周囲に成形することで、強固に結合した一体型アセンブリを形成する射出成形プロセスです。当社は、金属インサート、めっき、成形に関する専門知識を融合させ、高度な技術による部品を製造しています。HVモーターを制御するインバーターモジュール、DCDCコンバーター、車載用二次電池モジュールに、当社のインサート成形技術が採用されました。

オーバーモールディングには、さまざまな業界で望ましい製造プロセスとなるいくつかの利点があります。
強化された製品パフォーマンス: オーバーモールディングは、互いに補完し合う特性を持つ異なる材料を組み合わせることを可能にします。例えば、硬質の基板を柔らかいエラストマー材料で包み込むことで、グリップ力、クッション性、耐衝撃性を向上させることができます。このような材料の組み合わせにより、製品全体の性能と機能性を向上させることができます。
製品耐久性の向上:オーバーモールドは、基材上に保護層を設けることで、製品の耐久性と寿命を向上させます。オーバーモールド材は、摩耗、衝撃、湿気、その他の環境要因から基材を保護し、製品寿命を延ばします。
人間工学と快適性の向上: オーバーモールディングは、ソフトグリップや輪郭形状といった人間工学的な機能を製品に付加することで、ユーザーの快適性を向上させ、長時間使用時の疲労を軽減します。これは、手持ち工具やハンドルなど、ユーザーの快適性が不可欠な製品に特に効果的です。
カスタマイズされた美観:オーバーモールディングにより、異なる色、質感、仕上げを融合させることができ、デザイナーは視覚的に魅力的で美しい製品を作り出すことができます。このカスタマイズは、ブランドアイデンティティと市場訴求力を高めることができます。
組み立てコストと労働コストの削減: オーバーモールディングは、複数の製造工程を単一のプロセスに統合することで、組み立てや労働集約的な作業の必要性を軽減します。これにより、コスト削減と生産効率の向上が期待できます。
設計の柔軟性: オーバーモールディングは、従来の製造方法では困難あるいは不可能であった複雑な形状や幾何学的形状の実現を可能にするため、設計者に製品設計におけるより大きな柔軟性を提供します。この柔軟性により、革新的でユニークな製品の開発が可能になります。
シーリングと防水性の向上: オーバーモールドは、電子部品やその他の敏感な部品の周囲に気密シールを形成し、湿気、埃、その他の汚染物質から保護します。これは、防水性と環境シール性が求められる用途において特に重要です。
騒音と振動の低減:オーバーモールドは、可動部品やコンポーネント間にクッション層を設けることで、振動を抑制し、騒音を低減します。これは、自動車部品や携帯機器など、騒音低減と振動制御が重要な用途に効果的です。
全体的に、オーバーモールディングは、幅広い業界やアプリケーションにわたって、製品のパフォーマンス、耐久性、美観、ユーザーエクスペリエンスを向上させる多用途で効果的なソリューションを提供します。

複雑なインサート成形部品の場合、最初に予備成形を行い、その後オーバーモールドを加工することができます。
複雑なインサート成形部品の場合、オーバーモールド工程に進む前にインサート成形を行う多段階プロセスを採用することが効果的な場合があります。このアプローチには、いくつかの利点があります。
最適化されたインサート位置決め: インサートをプレモールドすることで、オーバーモールド工程開始前に金型キャビティ内での正確な位置決めを確保できます。これは、複数のインサートを備えた複雑な部品や、機能と性能の維持に正確な位置合わせが不可欠な複雑な形状の部品において特に重要です。
接着と接合の向上:インサートをプレモールドすることで、インサートとオーバーモールド材間の接着と接合が向上します。これにより、より強固で信頼性の高い接合が実現し、部品全体の耐久性と完全性が向上します。
インサートの動きや変位の低減: インサートをプレモールドすることで、オーバーモールド工程中のインサートの移動やずれを防ぎ、金型キャビティ内でインサートがしっかりと固定されます。これは、射出成形中にずれたり回転したりする可能性のあるインサートに特に効果的です。
強化された材料フローの制御: インサートを事前に成形することで、オーバーモールド工程におけるインサート周囲の溶融樹脂の流れを制御できます。これにより、オーバーモールド材料におけるエアーの巻き込み、ボイド、欠陥のリスクを最小限に抑えることができ、より高品質な完成部品が得られます。
製造プロセスの合理化:インサートを事前に成形すると製造プロセスに追加のステップが追加されますが、オーバーモールディング プロセスを最適化し、インサートのずれや接着の問題によるやり直しやスクラップのリスクを軽減することで、全体的な生産を合理化できます。
ただし、オーバーモールド前にインサート成形を行うかどうかを判断する際には、部品の具体的な要件を評価し、材料の適合性、プロセスの複雑さ、生産量、費用対効果などの要素を考慮することが不可欠です。特に単純な部品の場合や、時間とコストの制約が重要な考慮事項である場合は、1ステップのオーバーモールドプロセスで十分であり、より実用的である場合もあります。

インサート成形技術の重要な要素
金型設計:インサート成形において、金型設計は非常に重要です。金型はインサートを収容し、インサート周囲の溶融樹脂が適切に流動することで、最終部品の所望の形状と特性を実現する必要があります。金型設計における考慮事項には、ゲート位置、ベント、冷却チャネル、部品排出機構などがあります。
インサート材料の選択:適切なインサート材料を選択することは、完成品の望ましい機械的特性、熱的特性、および化学的特性を実現するために不可欠です。一般的なインサート材料には、金属(真鍮、鋼など)、プラスチック、セラミックなどがあり、強度、導電性、オーバーモールド材料との適合性などの要素に基づいて選択されます。
オーバーモールド材料の選定:適切なオーバーモールド材料の選択は、完成品の望ましい性能、美観、機能性を実現するために不可欠です。考慮すべき要素には、インサートおよび基材との材料適合性、機械的特性(硬度、柔軟性など)、熱安定性、耐環境性などがあります。
インサートの準備:オーバーモールド材との良好な接着性を確保するには、インサート材の適切な準備が不可欠です。インサート材とオーバーモールド材との接着性を高めるために、洗浄、粗面化、接着促進剤の塗布などの表面処理が必要となる場合があります。
射出成形プロセスパラメータ: 温度、圧力、射出速度、冷却時間などの射出成形プロセスパラメータを最適化することは、金型キャビティの均一な充填を実現し、欠陥を最小限に抑え、寸法精度と部品の品質を確保するために不可欠です。
金型温度制御: 金型温度を正確に制御することは、部品品質の安定化とサイクルタイムの短縮に不可欠です。適切な温度制御は、反り、収縮、その他の成形欠陥を防止し、最適な材料流動と部品の一体化を促進します。
品質管理と検査: インサート成形部品の寸法精度、表面仕上げ、および機械的特性を確保するには、堅牢な品質管理対策と検査手順の導入が不可欠です。検査方法には、目視検査、寸法測定、材料特性および接着強度の試験などが含まれます。
自動化とロボット工学:インサート成形プロセスに自動化とロボット工学を活用することで、生産性、再現性、効率性を向上させながら、人件費とサイクルタイムを削減できます。自動化システムは、インサートの装填、部品のハンドリング、品質検査などのタスクを処理できるため、生産におけるスループットと一貫性が向上します。
これらの重要な要素に効果的に対処することで、メーカーはインサート成形技術を最適化し、さまざまな業界のさまざまな用途向けに、複雑な形状、統合された機能、強化されたパフォーマンスを備えた高品質の部品を製造できます。

インサート成形技術におけるMing-Liの能力
インサート成形:インサート成形とは、通常金属などの材料で作られた予め成形されたインサートを金型キャビティ内に組み込み、その周囲に溶融樹脂を射出成形する工程です。この一体化により、異なる材料の利点を単一の部品に組み合わせることができます。
強度と機能性の向上:インサート成形では、プラスチック部品にインサートを組み込むことで、強度、剛性、機能性を向上させることができます。インサートは、構造的なサポート、補強、あるいは最終部品の性能を向上させる特定の機能を提供することができます。
組み立て手順の削減: インサート成形は、複数の部品を1つの部品に組み合わせることで、組み立て工程を削減します。これにより、製造工程が合理化され、人件費が削減され、組み立てミスのリスクが最小限に抑えられます。
設計の柔軟性:インサート成形は設計の柔軟性を提供し、複雑な形状、統合された機能、そして複数材料のアセンブリの作成を可能にします。設計者は革新的なソリューションを実現し、特定の要件を満たす部品性能を最適化することができます。
材料の適合性:インサートとオーバーモールド樹脂の両方に適合する材料を選択することは、強力な接合を実現し、最終部品の完全性を確保する上で不可欠です。適合性に関する考慮事項には、接着性、熱膨張係数、耐薬品性などがあります。
射出成形プロセス制御:温度、圧力、射出速度などの射出成形プロセスパラメータを正確に制御することは、金型キャビティへの均一な充填と欠陥の最小化に不可欠です。適切なプロセス制御は、部品の品質と寸法精度の一貫性を確保します。
インサートの準備と取り扱い:オーバーモールド樹脂との良好な接着・接合を確保するには、インサートの適切な準備と取り扱いが不可欠です。接着力を高めるために、洗浄、粗面化、接着促進剤の塗布などの表面処理が必要となる場合があります。
品質保証と検査: インサート成形部品の寸法精度、表面仕上げ、および機械的特性を確保するには、堅牢な品質保証対策と検査手順の導入が不可欠です。検査方法には、目視検査、寸法測定、材料特性試験などがあります。
コストの考慮:インサート成形は、組立工程の削減や部品性能の向上など、多くのメリットをもたらしますが、メーカーは金型、材料、人件費などに関わるコストを考慮する必要があります。製造費用全体を最適化するには、費用対効果の高い生産戦略を採用する必要があります。
多様な用途:インサート成形技術は、自動車、電子機器、医療機器、消費財、産業機器など、様々な業界で応用されています。コネクタ、ハウジング、ハンドル、センサーなど、幅広い部品の製造に適しています。
これらの重要なポイントを理解し、効果的に管理することで、メーカーはインサート成形技術を活用して、現代のアプリケーションの厳しい要件を満たす高品質でコスト効率の高い部品を製造できます。
明立精密インサート成形自動化およびロボット工学
インサート成形技術の新開発
インサート成形技術は、様々な業界におけるより複雑で統合された、コスト効率の高い製造ソリューションへの需要に支えられ、進化を続けています。インサート成形技術の最近の進歩をいくつかご紹介します。
-
先進材料の適合性:
- • 金属、セラミックス、ガラス、複合材料など、より幅広い基材に対応したインサート成形材料の開発。
- • 接着特性を強化したエンジニアリング熱可塑性プラスチックの導入により、インサート部品と成形プラスチック材料間の信頼性の高い接着を実現。
-
マルチマテリアルインサート成形:
- • マルチマテリアルインサート成形技術の進歩により、1 回の成形サイクルで複数のインサートを異なる材料で同時にオーバーモールドすることが可能になりました。
- • 硬質プラスチックや柔軟プラスチックなど、さまざまな特性を持つ異種材料を統合して、カスタマイズされた機能を備えた複雑なコンポーネントを作成します。
-
精密成形プロセス:
- • マイクロインサート成形やナノインサート成形などの高度な成形プロセスを導入し、高精度で厳しい公差を備えた小型部品を製造します。
- • 高解像度の金型、マイクロスケールの工具、超精密加工技術を使用して、インサート成形部品の複雑な特徴と微細構造を実現します。
-
自動化とロボット工学を挿入:
- • 自動ハンドリング システムとロボットを統合し、インサートを金型キャビティ内に正確かつ効率的に配置します。
- • ビジョン システム、センサー、フィードバック コントロールを使用して、成形プロセス中にインサートの正確な位置決めと位置合わせを保証し、サイクル タイムを短縮して再現性を向上させます。
-
組み込み電子機器およびセンサー:
- • 電子部品、センサー、マイクロチップをインサート成形部品に統合し、インテリジェンス、接続性、機能性を向上します。
- • 繊細な電子部品をカプセル化し、過酷な環境向けに密閉された筐体を作成するためのオーバーモールディング技術の開発。
-
表面改質およびコーティング:
- • プラズマ処理、コロナ放電、化学エッチングなど、インサートとプラスチック材料間の接着性を向上させる表面処理技術の進歩。
- • インサートに機能性コーティングと表面処理を施し、成形部品の耐摩耗性、耐腐食性、表面仕上げを向上させます。
-
インモールド組立と接合:
- • 成形プロセス中にインサート部品を成形部品に取り付けるための超音波溶接、レーザー溶接、熱かしめなどのインモールドアセンブリおよび接合技術の統合。
- • インサート成形とインモールド組立を組み合わせたハイブリッド成形プロセスの開発により、1 回の操作で完全に組み立てられた部品を製造します。
-
持続可能性とリサイクル性:
- • バイオベースのプラスチック、リサイクル材料、閉ループリサイクルシステムなど、インサート成形のための環境に優しい材料とプロセスの採用。
- • 製造プロセス全体を通じて廃棄物、エネルギー消費、環境への影響を最小限に抑えるための成形パラメータと材料配合の最適化。
-
カスタマイズとパーソナライゼーション:
- • 設計の柔軟性、材料の選択、部品の形状など、特定の顧客要件を満たすインサート成形ソリューションのカスタマイズ。
- • 製品開発サイクルにおけるインサート成形部品の迅速な反復とカスタマイズを実現する積層製造技術とラピッドプロトタイピング技術の統合。
インサート成形技術のこうした進歩は、自動車、電子機器、医療機器、消費財、航空宇宙などの産業におけるイノベーションを推進し、より複雑で機能性の高い統合部品の製造を、性能とコスト効率の向上により実現しています。今後も継続的な研究開発により、インサート成形技術の能力と用途がさらに向上することが期待されます。


インサート成形プロセスの概要
1. 設計と材料の選択:
- • このプロセスは、インサートとプラスチックの材料の適合性が非常に重要となる精密な設計計画から始まります。エンジニアは、互いに補完し合う材料を選択し、熱的および化学的結合が最適になるようにします。インサートの一般的な材料には、金属、セラミック、高性能プラスチックなどがあります。
2. 挿入の準備:
- • 成形済みインサートは、洗浄され、場合によっては溶融プラスチックとの接着性を向上させるための前処理が施されて準備されます。この工程は、成形プロセスに汚染物質が影響するのを防ぐために不可欠です。用途に応じて、インサートにコーティングやプライマー処理を施すこともできます。
3. 金型のセットアップ:
- • インサートを収容するために、専用の金型が設計・製造されます。これらの金型は、インサートに正確にフィットするだけでなく、成形工程中に容易に配置でき、適切な位置合わせが可能でなければなりません。
4. 射出成形:
- • プラスチック材料は溶融状態まで加熱され、金型に注入されてインサートを包み込みます。この段階では、品質と均一性を確保するために、圧力、温度、射出速度などの射出パラメータを正確に制御する必要があります。
5. 冷却と固化:
- • プラスチックを射出成形した後、インサートの周囲で冷却・固化させる必要があります。金型内の冷却システムはプラスチックから熱を奪い、適切に固化させ、完成品の寸法を維持します。
6. 排出と仕上げ:
- • プラスチックが固まると、完成した部品は金型から取り出されます。後処理工程には、外観や性能を向上させるために、余分な材料のトリミング、研磨、塗装などが含まれる場合があります。
この強化されたプロセス フローにより、インサート成形の各段階を包括的に理解することができ、製造プロセスの成功を確実にする技術的なニュアンスが強調されます。

明利のインサート成形能力
明立精密は、高度なプラスチック射出成形技術、精密金型設計・製造、そして包括的な総合品質管理(TQM)システムを統合し、インサート成形において卓越した能力を発揮しています。1,000セット以上のインサート成形用金型を製造し、5,000万個以上のインサート成形部品を製造してきた明立は、高品質のインサート成形製品を求めるグローバルリーダーにとって信頼できるパートナーです。
-
• 社内CPKレート:≧1.33
-
• 許容範囲:最大+/-0.01mm
-
• 金型サイズ:600L*600W*600H; 最大2,000kg
-
• 月間容量:20セットの金型/ツール/ダイ; 800万個/オーバーモールドとインサート成形射出部品
インサート成形におけるMing-Liの能力
| アイテム | 説明 |
|---|---|
| インサート成形金型の経験 | 1,000セット以上 生産されたインサート成形金型 |
| インサート成形製造経験 | 5,000万個以上のインサート成形部品を製造 |
| 縦型射出成形機 | トン数範囲: 35トンから250トン 最大製品サイズ: 8.5 x 11 x 6インチ (216 x 279 x 150 mm) |
| 水平射出成形機 | トン数範囲: 60トンから200トン 最大製品重量: 0.1g~500g |
| 金型精度 | 金型精度: ± 0.0015mm 製品精度: ± 0.01~0.05mm |
| 設計・製造サポート | コンセプト設計から最終製品納品まで包括的なサポート モールドフロー解析にはAutodesk Moldflowを使用 |
| 金型のメンテナンスと管理 | 定期的な点検、正確な調整、必要な修理 金型がライフサイクル全体にわたって最適な状態に保たれることを保証します |
| 品質および環境管理認証 | ISO / IATF 16949認証 |

射出成形機および装置
Ming-Li のインサート成形機能は、幅広い最先端の垂直および水平射出成形機によってサポートされており、さまざまなサイズと重量の製品の製造を可能にします。
-
- •トン数範囲:35トンから250トン
- •最大製品サイズ:
- インチ: 8.5 x 11 x 6
- ミリメートル:216 x 279 x 150
- •精度:
- 金型:±0.0015mm
- 製品:±0.02~0.05mm
-
- •トン数範囲:15トンから320トン
- •最大製品重量:0.1g〜500g

包括的なサービスと専門知識
-
- Ming-Liは、プラスチック部品へのインサート部品の正確な位置決めと埋め込みを保証する高精度射出成形金型の設計・製造を行っています。1,000セット以上のインサート成形金型の製造実績を持つこれらの金型は、各用途の特定のニーズに合わせてカスタマイズされ、最適な性能と長期的な信頼性を保証します。Ming-Liのエンジニアリングチームは、お客様と緊密に連携し、プロセスの早い段階で潜在的な設計上または製造上の問題を特定することで、生産の最適化とコスト削減を実現します。
-
高度な射出成形技術:
- 最先端の射出成形技術を駆使し、Ming-Liは5,000万個以上の高品質インサート成形部品を製造してきました。これらの技術は、経験豊富な射出成形エンジニアチームによって監督されており、各製造工程が厳格な品質管理基準に準拠していることを保証しています。Ming-Liの能力は、複雑な形状の部品の製造を可能にし、精度と耐久性を確保しています。
-
金型のメンテナンスと管理:
- 明立は、金型のライフサイクル全体を通して最適な状態を維持するための包括的な金型メンテナンスサービスを提供しています。これには、定期的な検査、精密な調整、必要な修理が含まれており、一貫した品質と長期的な生産安定性を保証します。
-
- Ming-Liは、コンセプト設計から最終製品の納品まで、包括的な設計サポートとカスタムソリューションを提供しています。Autodesk Moldflowなどの金型流動解析ツールを活用し、お客様の設計最適化、製造性向上、製品性能向上を支援しています。これにより、各製品がそれぞれの用途固有の要件を満たすことが保証されます。
-
- Ming-Li の品質への取り組みは、ISO / IATF 16949 を含む複数の国際認証に反映されています。
明立精密のインサート成形能力は、精密金型設計から高度な射出成形技術まで、包括的です。1,000セット以上のインサート成形金型を製造し、5,000万個以上のインサート成形部品を製造してきた明立は、この分野のリーダーとしての地位を確立しています。品質と技術力への強いコミットメントは、高精度、耐久性、そして環境への配慮を兼ね備えたインサート成形製品の製造を目指すメーカーにとって理想的なパートナーです。効率的な製造サービスに加え、設計、最適化、そして環境への配慮といった幅広いサポートを提供し、お客様のあらゆるニーズに確実にお応えします。

明立精密インサート成形ソリューションのケーススタディ
ケーススタディ1:自動車用コネクタのオーバーモールド
チャレンジ:
ある自動車メーカーは、高温、振動、化学物質への暴露に耐えられる耐久性のあるコネクタを必要としていました。
解決:
Ming-Li Precision は、高度なインサート成形能力を活用して金属インサートを高性能プラスチックでオーバーモールドし、コネクタの強力な結合と優れた保護を実現しました。
結果:
オーバーモールドコネクタは耐久性と性能の要件をすべて満たし、自動車用途における信頼性の向上と製品寿命の延長を実現しました。
ケーススタディ2:医療機器ハウジング
チャレンジ:
ある医療機器会社は、電子部品が適切にフィットし、頻繁な使用に耐えられるよう、診断機器用の精密で耐久性のあるハウジングを必要としていました。
解決:
Ming-Li Precision はインサート成形を使用して金属インサートをプラスチックハウジングに統合し、正確な位置合わせと構造的完全性の向上を実現しました。
結果:
ハウジングは信頼性の高いパフォーマンス、正確なフィット感、耐久性を提供し、診断機器の全体的な品質と寿命を向上させました。
ケーススタディ3:家電製品の筐体
チャレンジ:
ある消費者向け電子機器メーカーは、強度と機能性を高めるために金属インサートを組み込んだ、堅牢で見た目にも美しいハンドヘルド デバイスの新製品ライン用の筐体を求めていました。
解決:
Ming-Li Precision のインサート成形プロセスにより、金属インサートをプラスチック筐体内にシームレスに統合することができ、必要な強度と美観を実現しました。
結果:
完成したエンクロージャは強度、耐久性、見た目の美しさを兼ね備え、高い顧客満足度と製品の発売の成功につながりました。
これらのケーススタディは、さまざまな業界にわたって高品質で信頼性が高くカスタマイズされたインサート成形ソリューションを提供する Ming-Li Precision の専門知識を紹介しています。
Ming-Liインサート成形プロジェクト例
さらに読む
インサート成形の最新技術とトレンドを詳しく知りたい方には、次のリソースが包括的な洞察を提供します。
► 明利社のインサート成形技術
► 明利社のオーバーモールディング技術
► インサート成形に用いられる一般的なインサート材料
► インサート成形の最新技術とトレンド
► インサート成形に用いられる一般的な材料とその特性
► 明立精密におけるインサート成形/オーバーモールディングの応用
► LSRインサート成形/オーバーモールディング(P+R)技術
► 高度な誘導コイルインサート成形技術
► プレスフィット(フィッシュアイ)端子インサート成形技術
► シリコン鋼板 インサート成形技術
► コンデンサと抵抗器 インサート成形技術
► 磁石インサート成形技術

インサート成形/オーバーモールディングのさらなる理解
これはインサート成形とオーバーモールディングの概要の一部です。これらはお客様にとって最適なソリューションでしょうか?次のプロジェクトにどのように適用すればよいかお困りですか? 当社の技術専門家にご連絡いただければ、両方のプロセスから最良の結果を得る方法について、役立つアドバイスを提供いたします。

インサート成形/オーバーモールディングのリーディングカンパニー...インサート成形の分野ではMing-Li Precision