模具/工具/沖模解決方案
什麼是塑膠注塑模具製造流程?
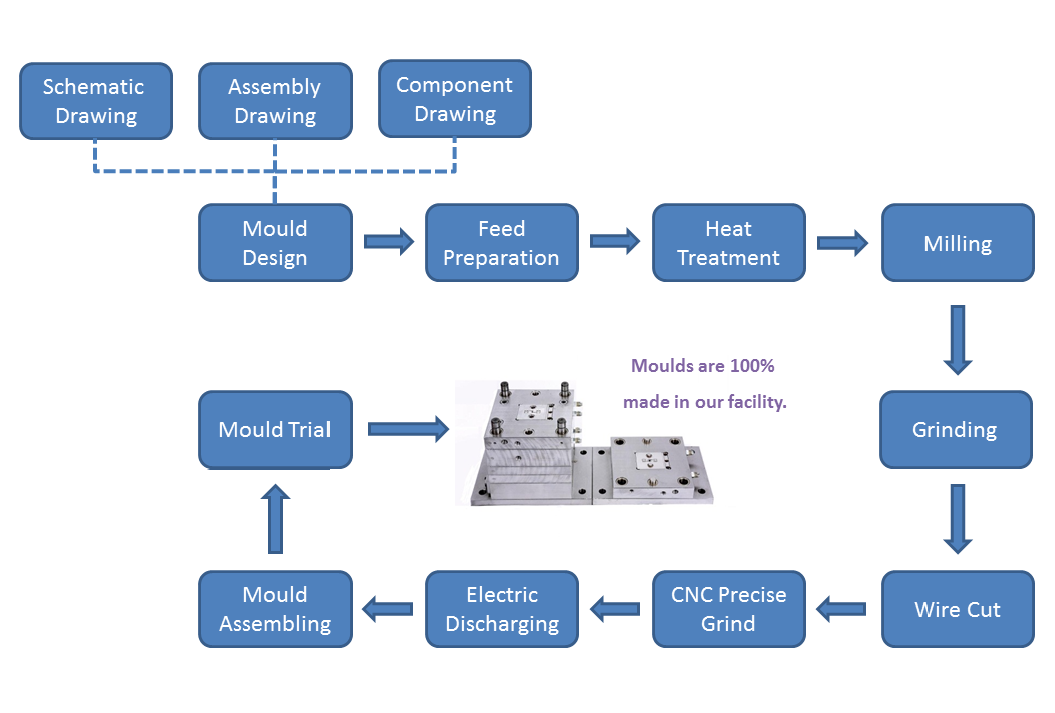
塑膠射出模具製造工藝
1️⃣ 需求分析與產品設計
-
需求確認
-
與客戶討論產品功能、外觀、預計產量、材料選擇、公差要求、表面光潔度和預算。
-
-
3D產品設計
-
使用 CAD 軟體(CATIA、UG、SolidWorks)建立 3D 模型。
-
考慮拔模角度、壁厚、縮痕、變形和加強筋。
-
-
面向製造的設計(DFM)
-
分析潛在的製造問題:拔模角度、壁厚均勻性、脫模方法、澆口位置和分型線設計。
-
2️⃣ 模流分析
-
使用Autodesk Moldflow等軟體進行模擬:
-
閘門位置和跑者平衡
-
熱流道與冷流道設計
-
潛在的收縮、翹曲和氣泡
-
-
早期分析可以減少試驗時間和生產成本。
3️⃣ 模具設計階段
-
2D/3D模具結構設計
-
選擇分型線
-
確定彈殼彈出系統(頂針、頂板、氣動頂桿)
-
設計冷卻系統(如有需要,可考慮採用脈衝冷卻等先進系統)
-
選擇模架和鋼材(例如,P20、NAK80、H13)
-
-
物料清單和流程審查
-
準備物料清單與加工流程
-
在製造前進行正式的設計評審
-
4️⃣ 模具製造
-
粗加工
-
切割鋼塊 → 粗銑 → 熱處理(淬火和回火)。
-
-
精密CNC加工
-
採用高精度數控銑削、電火花加工及線切割。
-
-
電極製造與電火花加工
-
製造銅/石墨電極 → 對型腔和型芯進行電火花加工精整。
-
-
拋光和紋理處理
-
手工或機器拋光至鏡面效果或指定粗糙度;必要時進行化學蝕刻或雷射紋理化處理。
-
-
組裝與裝配
-
組裝頂出系統、導引銷/襯套和冷卻迴路。
-
5️⃣ 模具試驗與調整(T1 → Tn)
-
第一次試驗(T1)
-
在註塑機上進行第一次試注塑,檢查是否有短注塑、飛邊、縮痕或翹曲等情況。
-
-
問題更正
-
依需求修改閘門/滑軌、改善通風或拋光錶面。
-
-
多次試驗
-
重複測試和調整(T2、T3 等),直到產品符合尺寸、外觀和穩定性要求。
-
6️⃣ 最終審批和文件
-
尺寸檢測
-
使用三坐標測量機、光學投影機和卡尺來驗證關鍵尺寸和收縮率。
-
-
最終審判(T-final)
-
進行長時間生產運行,以驗證其耐用性和一致性。
-
-
文件交付
-
提供試驗報告、材料證書、熱處理記錄、冷卻佈局圖和備件清單。
-
-
出貨或生產轉移
-
清潔模具,塗上防銹劑,包裝模具,然後運送或轉移到生產部門。
-
7️⃣ 大規模生產與維護
-
生產啟動:安裝模具,建立射出成型參數,開始生產。
-
定期保養:清潔冷卻通道,潤滑導引銷/襯套,並檢查頂出系統磨損狀況。
-
備件管理:為高磨損區域準備備用嵌件或組件,以最大限度地減少停機時間。
✅摘要
塑膠射出成型模具製造流程是一個綜合性的工作流程:
-
前期進行可製造性設計 (DFM) 和模流分析可以避免代價高昂的返工。
-
精密加工和反覆試驗確保最終產品符合品質標準。
-
完善的文件記錄和持續的維護保養能夠確保模具的使用壽命長和大量生產的穩定性。
更多常見問題解答
1. 塑膠射出模具製造的主要步驟是什麼?
該流程包括需求分析、產品設計和 DFM 評審、模流分析、詳細模具設計、精密加工和製造、多次模具試驗和調整、最終檢驗和文件編制,以及批量生產的持續維護。
2. 製造一個注塑模具需要多久?
交貨週期因模具的複雜程度和尺寸而異。簡單的模具可能需要4-6 週,而多腔或精密模具可能需要10-16 週,包括設計、加工和試模階段。
3. 模座和型腔通常使用哪些材質?
常用材料包括P20工具鋼、 NAK80 、 H13硬化鋼和耐腐蝕不鏽鋼。具體選擇取決於產量、零件材料和表面光潔度要求。
4. 模流分析如何提升射出成型品質?
模流分析模擬模具內的塑膠流動,幫助工程師在製造之前識別潛在的缺陷,例如短射、翹曲或縮痕,從而節省成本並減少試模次數。
5. 明利精密能否承接大量生產模具?
是的。明利精密在為汽車、醫療和電子OEM廠商提供多腔、大批量模具方面擁有豐富的經驗。我們提供包括DFM(面向製造的設計)、加工、測試和生產支援在內的端到端解決方案。