氣體輔助注塑成型技術
內部氣體壓力技術
名力公司氣體輔助注塑成型製程的應用

名力內壓注塑成型製程是將氮氣注入部分或全部充滿熔體的模腔中。加壓氣體在熔體中心形成氣泡,抵消外部的收縮,從而消除縮痕。透過減少塑膠用量並擴大中心模腔,可以生產出具有特定輕量化特性、生產週期短且表面品質良好的零件。該工藝為注塑零件設計師提供了一次性生產表面光滑的複雜零件的良好機會。
氣模成型應用優勢:
- 品質改進
- 減肥
- 節省塑膠材料
- 降低零件單位成本
- 防止縮痕
- 減少/防止翹曲
- 設計自由
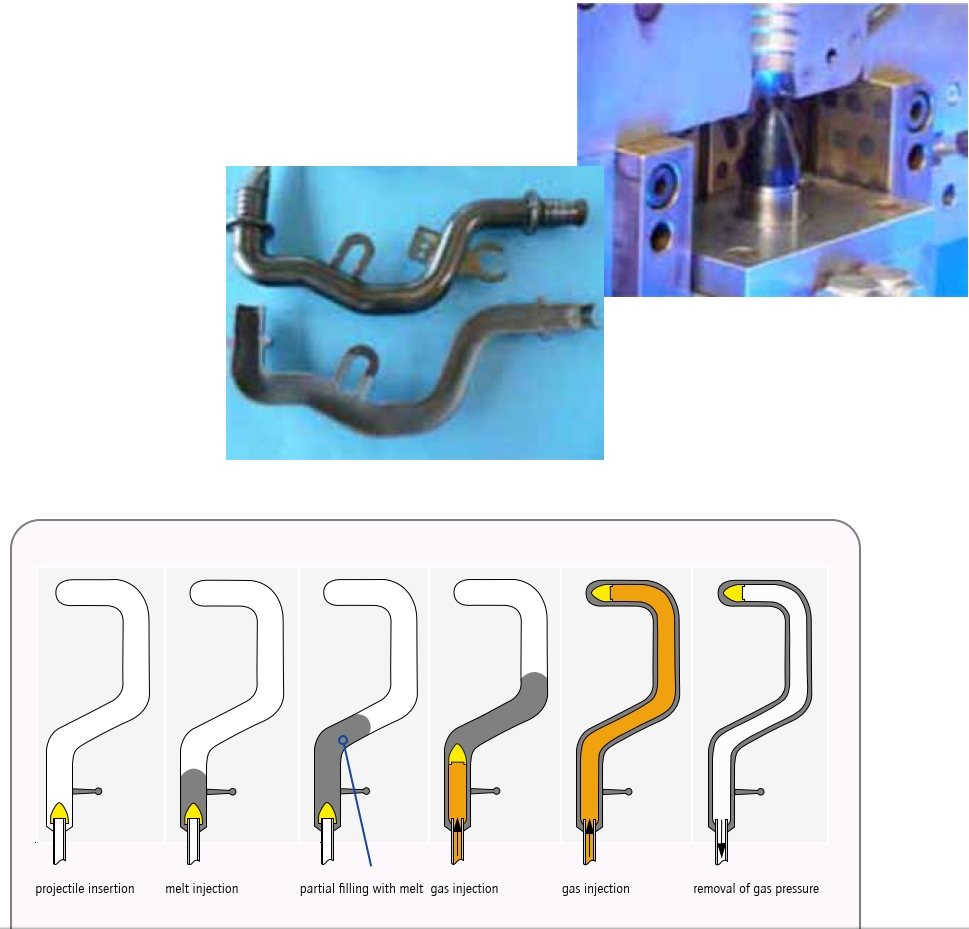
彈丸注入過程
利用這種流體注入技術,位移體(projec-
瓦片)在氣體壓力的作用下穿過先前註入的
熔化。彈丸會排開塑膠熔體,從而形成空洞。
具有均勻的直徑。此工藝尤其推薦用於…
適用於管道和介質導管。把手和其他部件
具有較大且直徑均勻的空腔的也可以是
採用彈丸注入技術生產。
詳細了解工藝變體。
» 部分填充過程
部分填充是標準流程。
空腔部分被熔體填充[1]。
接下來,注入氣體。氣體形成氣泡。
在較熱的核心區域內部,存在著一個較低的
黏度並使這部分發生位移
熔化直至空腔完全填滿
[2].氣體壓力保持為
保持壓力以補償收縮
[3] 最後在發黴前去除
開口[4]。氣體透過此開口注入
機器的氣模噴嘴用於
封住澆口。
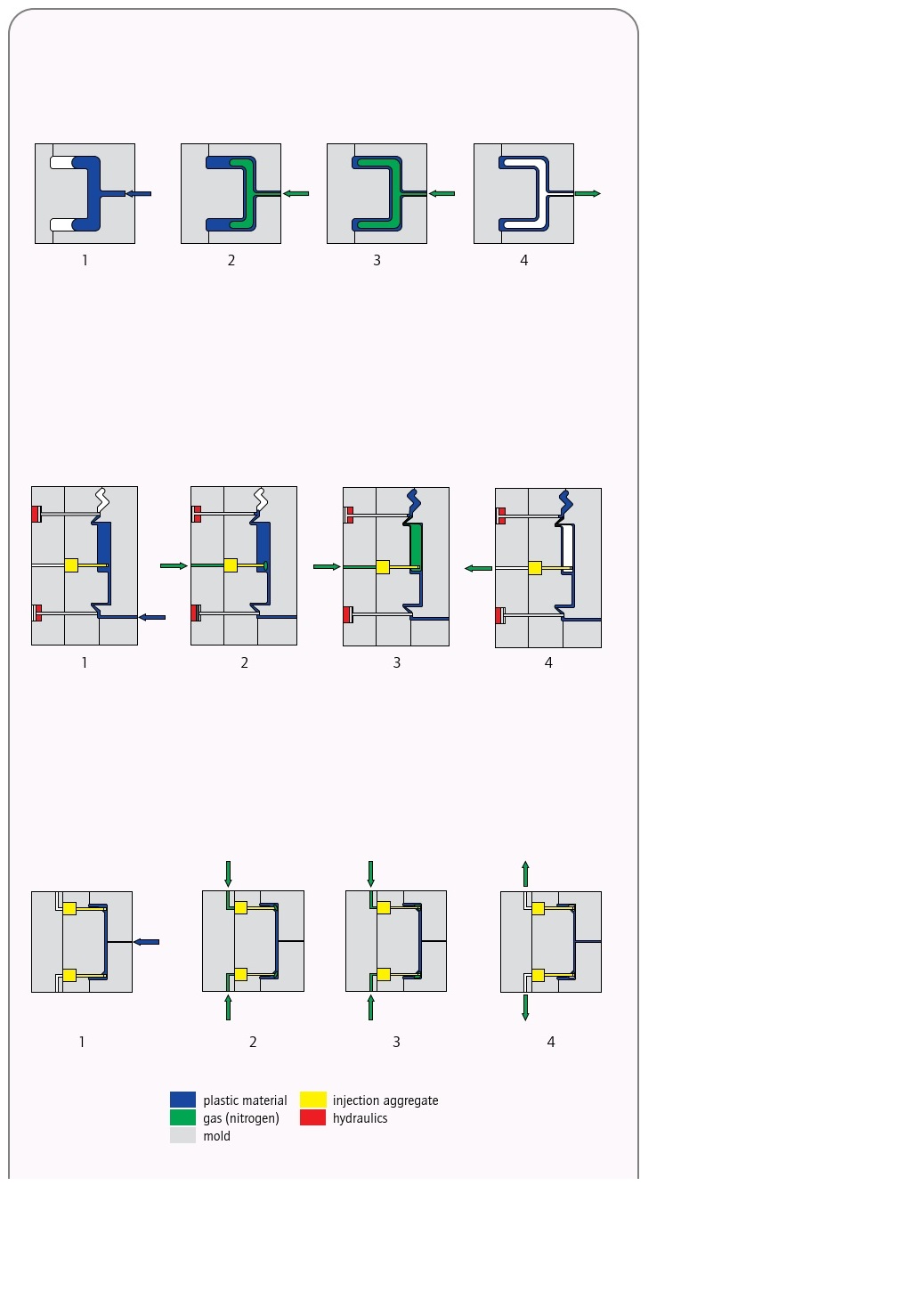
» 溢出腔工藝
作為製程步驟1,腔體被填充-
完全充滿熔體[1]。如有必要,
對熔體施加保壓。
那麼溢出腔(溢流腔)就是
打開並注入氮氣[2]。氣體
將熔體從核心區域移開
將塑膠材質倒入溢流口。隨後-
很快,氣體壓力得以維持。
在整個過程中保持壓力
冷卻期[3],從而抵消
收縮。氣體壓力被移除。
在打開模具之前[4]。
» 縮水補償流程
首先,將空腔完全填充
熔化[1]。然後注入氮氣[2]。
並提供保持壓力
抵消收縮[3]。氣體形成
模製部件內部的通道,其中
氣體壓力在整個過程中保持穩定
冷卻期,從而起到抵消作用
收縮率。取決於模製
其中,氣體透過以下方式註入:
模具或氣模內部的聚集物
機器的噴嘴。氣體壓力是
在模具打開前移除[4]。
氣體輔助注塑成型是傳統射出成型的一種變體,它利用惰性氣體(通常是氮氣)輔助成型過程。在氣體輔助注塑成型中,熔融塑膠樹脂注入模腔後,氣體被注入其中。這種氣體在零件內部形成空心結構或通道,從而減少材料用量、縮短成型週期並減輕零件重量,同時改善表面光潔度和尺寸穩定性。
以下是氣體輔助注塑成型過程的工作原理:
-
初始注射:此製程首先透過主注射單元將熔融塑膠樹脂注入模腔。這次初始注射會部分填充模具,為後續注入氣體預留空間。
-
氣體注入:在初始注射之後,氣體注入裝置會將一定量的惰性氣體(通常為氮氣)注入型腔。氣體通過模具內預先佈置的通道或噴嘴流動,置換熔融塑料,並在零件內部形成空心部分或通道。
-
壓力維持:氣體注入後,型腔內的氣壓會維持一段時間,通常直到零件冷卻凝固到足以保持其形狀。這種壓力有助於支撐零件壁,防止塑膠冷卻過程中塌陷或變形。
-
冷卻和凝固:隨著零件冷卻,氣體壓力釋放,塑膠在氣道周圍凝固。模具內的冷卻通道可以加速冷卻過程。零件完全凝固後,即可從模腔中取出。
氣體輔助注塑成型技術的優點包括:
-
減少材料用量:氣體輔助注塑成型可以在零件內部形成空心部分或通道,從而減少整體材料用量,同時保持結構完整性和強度。
-
縮短週期時間:透過在零件內部形成空心部分,氣體輔助注塑成型可以減少冷卻時間和週期時間,與實心零件相比,從而提高生產效率和產量。
-
零件減重:在零件設計中加入空心部分或通道可以顯著減輕重量,使氣體輔助注塑成型適用於需要減輕重量的應用,例如汽車和航空航太零件。
-
改善表面光潔度:氣體輔助注塑成型可以減少實心注塑件常見的縮痕、翹曲和表面缺陷,進而改善零件的表面光潔度。
-
增強設計靈活性:氣體輔助注塑成型提供了更大的設計靈活性,可以製造出複雜的幾何形狀、倒扣和集成特徵,而這些對於傳統的成型技術來說可能難以實現或根本無法實現。
-
降低模具成本:與其他成型製程相比,氣體輔助注塑成型由於材料需求減少和鎖模力降低,可以使用更小、更簡單的模具,從而降低模具成本。
整體而言,氣體輔助注塑成型技術為製造商提供了許多優勢,使其能夠生產輕質、高品質、幾何形狀複雜、表面光潔度更高的塑膠零件,同時減少材料用量和生產週期。