Gasinjektionstechnologie
Interne Gasdrucktechnologie
Die Anwendung des gasunterstützten Spritzgießverfahrens bei Ming-Li

Das Ming-Li-Innengasdruckspritzgießen ist ein Verfahren, bei dem Stickstoff in den Formhohlraum eingespritzt wird, der teilweise oder vollständig mit Schmelze gefüllt ist. Das unter Druck stehende Gas bildet im Zentrum der Schmelze eine Blase, die der Schwindung an der Außenseite entgegenwirkt und so Einfallstellen verhindert. Durch die Reduzierung der Kunststoffmenge und die Vergrößerung des Formhohlraums lassen sich spezifische Leichtbauteile mit kurzen Zykluszeiten und gleichzeitig hoher Oberflächenqualität herstellen. Dieses Verfahren bietet Konstrukteuren von Formteilen hervorragende Möglichkeiten, komplexe Teile mit glatten Oberflächen in einem Stück zu fertigen.
Vorteile der Airmoval-Anwendung:
- Qualitätsverbesserung
- Gewichtsreduktion
- Kunststoffeinsparung
- Reduzierung der Stückkosten der Komponenten
- Vermeidung von Einsinkmarken
- Reduzierung/Verhinderung von Verzug
- Gestaltungsfreiheit
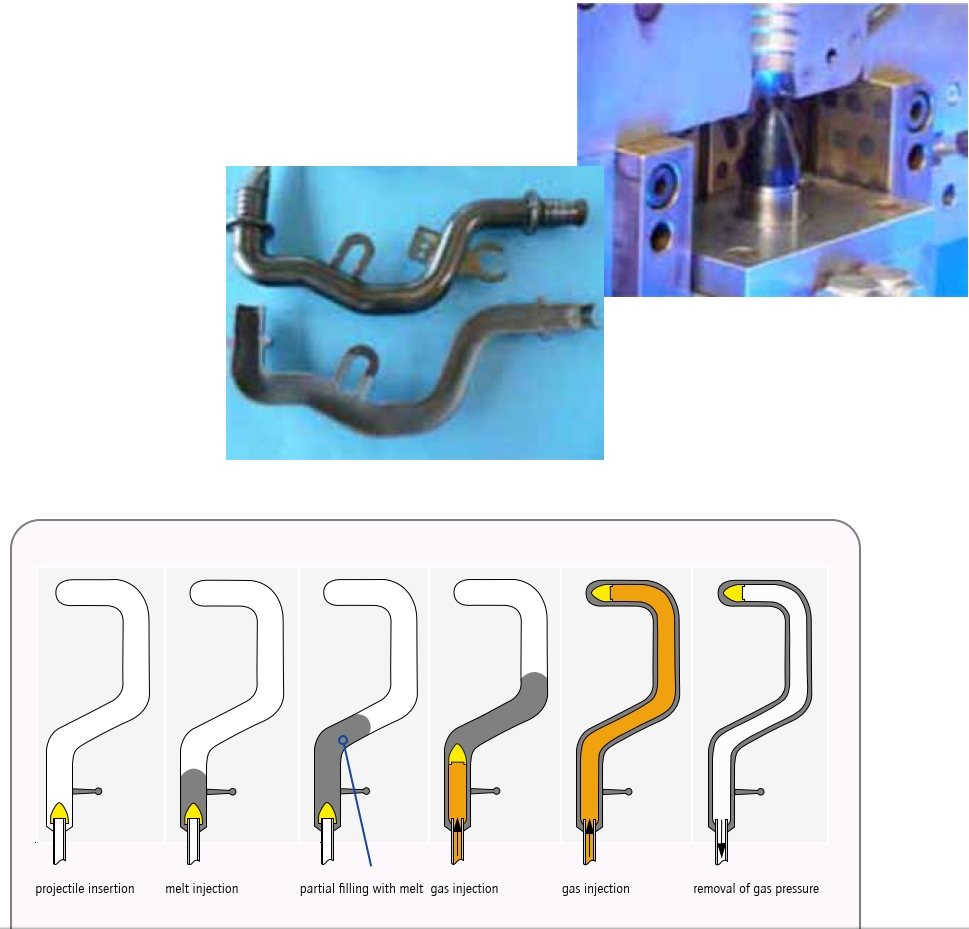
Projektilinjektionsprozess
Mit dieser Flüssigkeitseinspritztechnologie wird ein Verdrängungskörper (Projekt-
Die Kachel) wird unter Gasdruck durch das zuvor eingespritzte Material getrieben.
Das Projektil verdrängt die Kunststoffschmelze und bildet so einen Hohlraum.
mit einem einheitlichen Durchmesser. Dieses Verfahren ist besonders empfehlenswert.
Zur Reparatur von Rohren und Medienleitungen. Griffe und andere Teile
mit ausreichend großen Hohlräumen von einheitlichem Durchmesser können auch sein
Hergestellt mit Projektilinjektionstechnologie.
Die Prozessvarianten im Detail
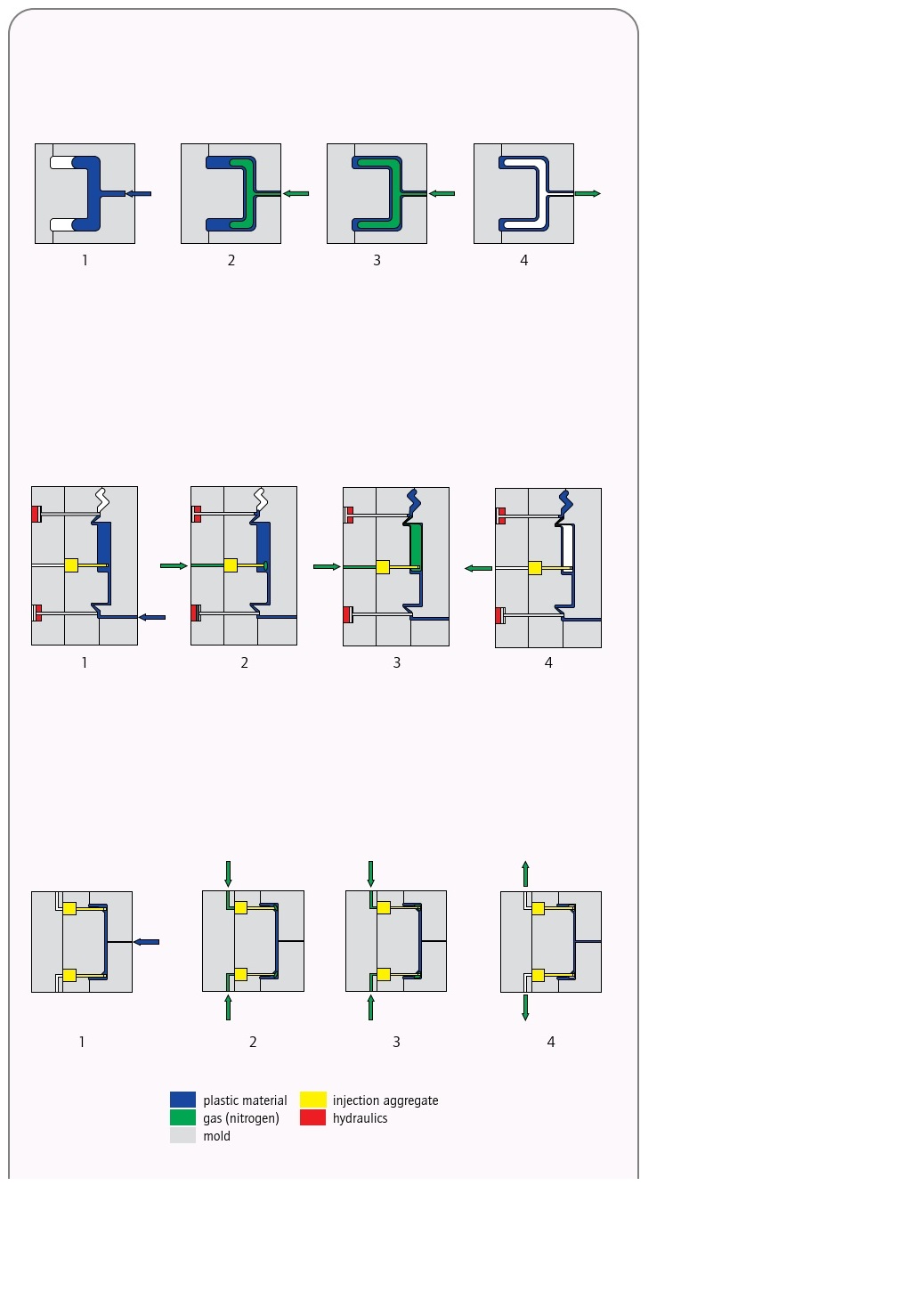
» Teilfüllungsprozess
Teilfüllung ist das Standardverfahren.
Der Hohlraum ist teilweise mit Schmelze gefüllt [1].
Als Nächstes wird Gas eingespritzt. Es bildet sich eine Gasblase.
innerhalb des heißeren Kernbereichs mit niedrigerer
Viskosität und verdrängt diesen Teil der
Schmelzen, bis der Hohlraum vollständig gefüllt ist
[2]. Der Gasdruck wird aufrechterhalten als
Haltedruck zur Kompensation von Schrumpfung
tion [3] und schließlich vor dem Schimmel entfernt.
Öffnung [4]. Gaseinspritzung durch die
Die Luftformdüse der Maschine dient dazu
Den Anguss verschließen.
» Überlaufkavitätsprozess
Als Prozessschritt Nr. 1 wird der Hohlraum zusammengefügt.
vollständig mit Schmelze gefüllt [1]. Falls erforderlich,
Auf die Schmelze wird ein Haltedruck ausgeübt.
Dann entsteht der Überlaufraum (Überlauf).
geöffnet und Stickstoff eingeleitet [2]. Das Gas
verdrängt Schmelze aus dem Kernbereich des
Kunststoffmaterial in den Überlauf. Subse-
Folglich wird der Gasdruck aufrechterhalten
als Druck während des gesamten
Abkühlperiode [3] und wirkt somit entgegen
Schrumpfung. Der Gasdruck wird entfernt.
vor dem Öffnen der Form [4].
» Prozess zur Kompensation von Schwund
Zuerst wird der Hohlraum vollständig gefüllt mit
Schmelzen [1]. Anschließend wird Stickstoff eingespritzt [2].
und liefert den Haltedruck an
der Schrumpfung entgegenwirken [3]. Das Gas bildet
Kanäle im Inneren des Formteils, in denen
Der Gasdruck wird durchgehend aufrechterhalten
die Abkühlphase und wirkt somit entgegen
Schrumpfung. Abhängig vom Formteil
Teilweise wird das Gas entweder durch ag- eingespritzt
sammelt sich im Inneren der Form oder der Luftform an
Düse der Maschine. Der Gasdruck beträgt
vor dem Öffnen der Form entfernt [4].
Das gasunterstützte Spritzgießen ist eine Variante des konventionellen Spritzgießens, bei der ein Inertgas, typischerweise Stickstoff, den Formgebungsprozess unterstützt. Dabei wird das Gas nach dem ersten Einspritzen des geschmolzenen Kunststoffs in den Formhohlraum eingespritzt. Das Gas bildet Hohlräume oder Kanäle im Bauteil, wodurch Materialverbrauch, Zykluszeiten und Bauteilgewicht reduziert werden, während gleichzeitig die Oberflächengüte und die Dimensionsstabilität verbessert werden.
So funktioniert das Gasinjektionsspritzverfahren:
-
Erster Einspritzvorgang: Der Prozess beginnt mit dem Einspritzen von geschmolzenem Kunststoffharz in den Formhohlraum durch die primäre Einspritzeinheit. Dieser erste Einspritzvorgang füllt die Form teilweise und lässt Raum für die spätere Gaseinleitung.
-
Gaseinspritzung: Nach der ersten Einspritzung leitet eine Gaseinspritzanlage ein kontrolliertes Volumen an Inertgas, typischerweise Stickstoff, in den Formhohlraum ein. Das Gas strömt durch strategisch platzierte Kanäle oder Düsen im Inneren der Form, verdrängt das geschmolzene Plastik und formt Hohlräume oder Kanäle im Bauteil.
-
Druckerhaltung: Nach dem Einleiten des Gases wird der Gasdruck im Formhohlraum für eine bestimmte Zeit aufrechterhalten, typischerweise bis das Bauteil ausreichend abgekühlt und erstarrt ist, um seine Form zu behalten. Dieser Druck trägt zur Stützung der Bauteilwände bei und verhindert ein Zusammenfallen oder Verformen des Kunststoffs beim Abkühlen.
-
Abkühlung und Erstarrung: Beim Abkühlen des Formteils entweicht der Gasdruck, und der Kunststoff erstarrt um die Gaskanäle herum. Der Abkühlprozess kann durch Kühlkanäle im Werkzeug beschleunigt werden. Sobald das Formteil vollständig erstarrt ist, wird es aus dem Formhohlraum entnommen.
Zu den Vorteilen der Gasinjektionstechnologie gehören:
-
Reduzierter Materialverbrauch: Durch das Gasinjektionsspritzgießen können Hohlräume oder Kanäle im Bauteil erzeugt werden, wodurch der Gesamtmaterialverbrauch reduziert wird, während gleichzeitig die strukturelle Integrität und Festigkeit erhalten bleiben.
-
Zykluszeitverkürzung: Durch die Bildung von Hohlräumen im Inneren des Bauteils kann das Gasinjektionsspritzgießen die Kühlzeiten und Zykluszeiten im Vergleich zu Vollteilen verkürzen, was zu einer Steigerung der Produktionseffizienz und des Durchsatzes führt.
-
Gewichtsreduzierung der Bauteile: Durch den Einsatz von Hohlprofilen oder Kanälen im Bauteildesign wird eine signifikante Gewichtsreduzierung ermöglicht, wodurch sich das Gasinjektionsspritzgießen für Anwendungen eignet, bei denen Gewichtseinsparungen erwünscht sind, wie z. B. bei Automobil- und Luftfahrtkomponenten.
-
Verbesserte Oberflächengüte: Durch das Gasinjektionsspritzgießen lässt sich die Oberflächengüte von Teilen verbessern, indem Einfallstellen, Verzug und Oberflächenfehler, die häufig bei massiven Spritzgussteilen auftreten, reduziert werden.
-
Verbesserte Designflexibilität: Das Gasinjektionsspritzgießen bietet eine größere Designflexibilität und ermöglicht die Herstellung komplexer Geometrien, Hinterschneidungen und integrierter Merkmale, die mit herkömmlichen Formgebungstechniken schwierig oder unmöglich zu realisieren sind.
-
Reduzierte Werkzeugkosten: Gasunterstütztes Spritzgießen kann die Werkzeugkosten im Vergleich zu anderen Formgebungsverfahren senken, da durch den geringeren Materialbedarf und die niedrigeren Schließkräfte kleinere, weniger komplexe Formen verwendet werden können.
Insgesamt bietet die Gasinjektionsspritzgießtechnologie zahlreiche Vorteile für Hersteller, die leichte, qualitativ hochwertige Kunststoffteile mit komplexen Geometrien und verbesserter Oberflächengüte herstellen und gleichzeitig den Materialverbrauch und die Zykluszeiten reduzieren möchten.