Gasinjektionsspritzgießen
Anwendung: Automobilindustrie im globalen Automobilsektor
Durch die Gaseinspritzung wird der geschmolzene Polymerkern vor dem Gas in die noch nicht gefüllten Bereiche der Form verdrängt und die Auswirkungen der Volumenschrumpfung ausgeglichen. Dadurch werden die Füll- und Nachdruckphasen des Zyklus abgeschlossen und ein Hohlteil erzeugt.
Traditionell werden Spritzgussteile mit einer relativ konstanten Wandstärke über die gesamte Bauteillänge konstruiert. Diese Konstruktionsrichtlinie hilft, größere Fehler wie Einfallstellen und Verzug zu vermeiden. Abgesehen von einfachsten Teilen ist es jedoch unmöglich, ein Bauteil zu konstruieren, bei dem alle Abschnitte die gleiche Wandstärke aufweisen. Diese Wandstärkenabweichungen führen dazu, dass sich die verschiedenen Bereiche des Bauteils unterschiedlich verformen, was wiederum zu unterschiedlicher Schwindung während des Spritzgusses führt. In der Folge können Verzug und Einfallstellen auftreten.

Maximale Schließkräfte sind üblicherweise während der Nachdruckphase eines Spritzgießprozesses erforderlich. Dies liegt an der Kraft, die am Angusskanal aufgewendet werden muss, um die Schmelze in die äußeren Bereiche des Formhohlraums zu verdichten und so die Volumenschrumpfung der erstarrenden Schmelze auszugleichen. Im Vergleich zum Kompaktspritzgießen ist beim Gasspritzgießen die Strecke, über die die erstarrende Schmelze verdichtet werden muss, aufgrund des Gaskerns typischerweise deutlich kürzer. Dadurch sind proportional geringere Nachdruckkräfte erforderlich, um das gleiche Ergebnis zu erzielen, und somit auch geringere Schließkräfte an der Maschine.
Die Gaseinspritzung ermöglicht eine kostengünstige Herstellung von Bauteilen mit folgenden Eigenschaften:
- Geometrie des dicken Querschnitts
- Keine Einsinkspuren
- Minimale innere Spannungen
- Verringerte Verformung
- Niedrige Klemmdrücke

Vorteile der Analyse von gasunterstütztem Fill+Pack
Die Analyse von gasunterstütztem Füllen und Verpacken ermöglicht es Ihnen, das Fließverhalten von Polymeren und Gasen innerhalb eines Bauteilmodells zu untersuchen und den Einfluss von Konstruktionsänderungen auf die Fließwege von Polymeren und Gasen zu analysieren.
Mithilfe dieser Informationen kann der Konstrukteur das Produktdesign optimieren und die Polymer- und Gaseinspritzpunkte präzise positionieren. So wird sichergestellt, dass die Produktspezifikationen erfüllt werden, indem die Möglichkeiten des Gasinjektionsverfahrens voll ausgeschöpft werden. Teure Werkzeugmodifikationen, lange Lieferzeiten und unnötige Versuche werden minimiert.
Der Verfahrenstechniker profitiert von der Fähigkeit des Programms, die Auswirkungen variierender Verarbeitungsbedingungen auf das Bauteil zu untersuchen und so vor der Inbetriebnahme der Form optimale Verarbeitungsbedingungen festzulegen.
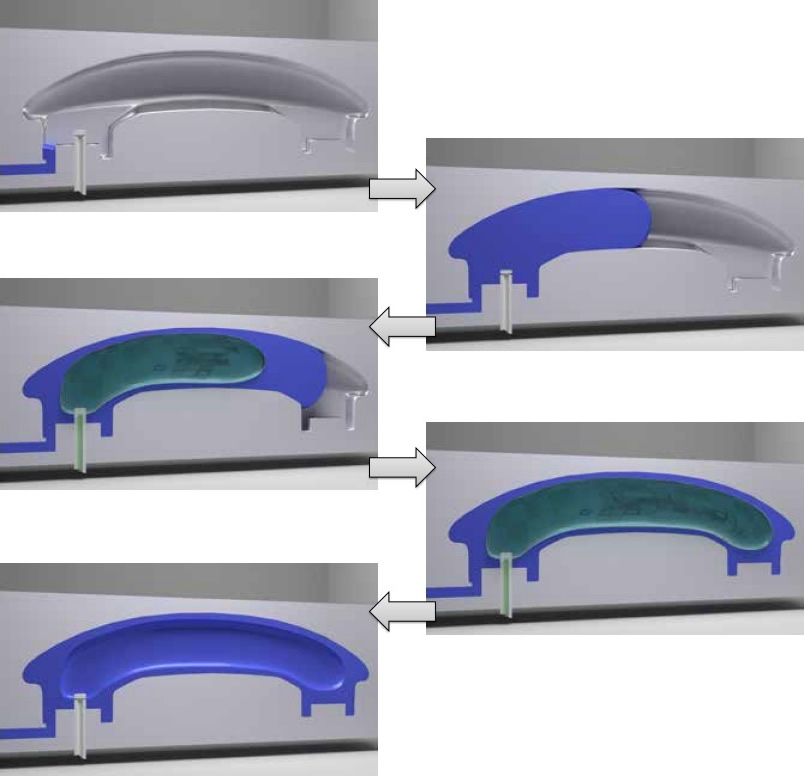
Gasinjektionsspritzgießen ist ein Verfahren zur Herstellung komplexer, hohler Kunststoffteile mit reduziertem Materialverbrauch, verbesserter Oberflächengüte und kürzeren Zykluszeiten. So funktioniert das Verfahren im Allgemeinen:
-
Einspritzphase : Der Prozess beginnt wie beim herkömmlichen Spritzgießen, wobei Kunststoffgranulat in den Trichter der Spritzgießmaschine gefüllt wird. Anschließend wird das Granulat im Zylinder der Maschine erhitzt und geschmolzen, wodurch ein zähflüssiges, flüssiges Material entsteht.
-
Einspritzen in die Form : Sobald der geschmolzene Kunststoff die gewünschte Temperatur und Konsistenz erreicht hat, wird er unter hohem Druck in einen Formhohlraum eingespritzt. Die Form ist typischerweise so konstruiert, dass sie die gewünschte Form des Endprodukts, einschließlich etwaiger Hohlräume, erzeugt.
-
Gaseinspritzphase : Während die geschmolzene Kunststoffmasse den Formhohlraum füllt, wird eine kontrollierte Menge Inertgas (üblicherweise Stickstoff) durch eine Gaseinspritzdüse in die Mitte der Kunststoffmasse eingespritzt. Das Gas verdrängt die Kunststoffmasse aus der Mitte des Formteils und zwingt sie so zum Fließen und Verdichten an den Formwänden.
-
Druckhaltung und Kühlung : Nach Abschluss der Gaseinspritzung wird der Gasdruck kurzzeitig aufrechterhalten, um den Kunststoff an den Formwänden zu fixieren und Einfallstellen oder Verzug beim Abkühlen und Erstarren des Formteils zu verhindern. Anschließend wird die Form mithilfe von Wasserkanälen gekühlt, um den Erstarrungsprozess zu beschleunigen.
-
Auswerfen des Formteils : Nachdem der Kunststoff vollständig abgekühlt und erstarrt ist, öffnet sich die Form und das fertige Formteil wird aus dem Formhohlraum ausgeworfen. Das im Hohlraum des Formteils eingeschlossene Gas wird üblicherweise beim Öffnen der Form entlüftet.
-
Nachbearbeitung (falls erforderlich) : Je nach Teilekonstruktion und Anforderungen können Nachbearbeitungen wie Beschneiden, Bohren oder Montage durchgeführt werden, um das Teil fertigzustellen.
Zu den wichtigsten Vorteilen des gasunterstützten Spritzgießens gehören:
- Reduzierter Materialverbrauch: Durch die Gasunterstützung sind Hohlräume im Bauteil möglich, wodurch der Materialverbrauch im Vergleich zu Vollteilen reduziert wird.
- Verbesserte Teilequalität: Die Gasunterstützung trägt dazu bei, Einfallstellen, Verzug und Oberflächenfehler zu reduzieren, indem sie während der Abkühlung für einen gleichmäßigen Druck sorgt.
- Verbesserte Designflexibilität: Das Verfahren ermöglicht die Herstellung komplexer Teile mit komplizierten Geometrien und internen Merkmalen.
- Verkürzte Zykluszeiten: Durch die Gasunterstützung können die Zykluszeiten verkürzt werden, indem der Kühlprozess beschleunigt und höhere Einspritzgeschwindigkeiten ermöglicht werden.
Das gasunterstützte Spritzgießen wird häufig in verschiedenen Branchen eingesetzt, darunter die Automobilindustrie, die Konsumgüterindustrie, die Elektronikindustrie und die Medizintechnik, um eine breite Palette von Teilen wie Automobilkomponenten, Gerätegehäuse, Griffe und Gehäuse herzustellen.
Dies ist nur ein kurzer Überblick über das Gasinjektionsspritzgießen. Sind diese Verfahren die richtige Lösung für Sie? Sind Sie sich unsicher, wie Sie sie in Ihrem nächsten Projekt einsetzen können? Kontaktieren Sie einfach unsere technischen Experten. Wir beraten Sie gerne, wie Sie mit beiden Verfahren optimale Ergebnisse erzielen.

